导读
作者:张保山 1
,张 斌 2 (1. 长沙中联重科环境产业有限公司;2. 湖南中联重科智能高空作业机械有限公司)
来源:《工程机械》2022年8月
摘要:为研究不同螺栓预紧工艺对预紧力精度控制的影响,设计搭建某型号起重机回转支承螺栓预紧力标定系统,对试验
平台确立的预紧工艺进行实车验证。结果表明,对连接段螺纹涂抹螺纹紧固胶,以转矩-转角预紧工艺为核心能实现对回转支
承螺栓预紧力的高精度控制,同时能解决回转支承结构螺栓二次预紧及应力在线监测问题。某型号起重机回转支承,初始贴紧
转矩 1 1 9 3 N·m,后按预紧力 F=1 7.78α 关系,达到设计预紧力 1 0 0 1 kN,预紧力控制偏差仅 5%左右。
回转支承是将起重机上车回转部分的载荷传递至下
车行走部分的核心组件,其固定安装主要靠螺栓连接完
成。螺栓预紧力作为连接安全性和可靠性的关键指标是
回转支承装配质量的决定因素,若预紧力过大,易导致螺
栓产生裂纹和疲劳破坏;预紧力过小则会引起振动松弛、
滑移,从而影响结构的安全性。王永兴、汤春球[1- 2]等对螺
栓预紧方法及其控制进行了试验研究,但对中大型回转
支承结构螺栓预紧工艺的应用不适用。本文以转矩法、转
角法及应变电测法为基础,以起重机回转支承结构为研
究对象,探究高效精准的组合螺栓预紧工艺,从而提升回
转支承结构螺栓连接的可靠性。
1 预紧工艺理论
预紧力测量分为间接法和直接法,间接法主要是转
矩法和转角法,直接法主要是应变电测法。其中转矩法通
过转矩扳手进行螺栓预紧,利用转矩与预紧力的线性关
系推算出螺栓的预紧力,多适用于连接安全设计系数较
高,预紧力控制精度要求不高的情况;转角法通过螺栓转
角检测来实现预紧力控制,多适用于设计预紧力在螺栓
屈服点附近的情况;应变电测法测量精度高,但由于需要
对螺栓进行预先贴片处理,工程应用中受到严重限制。
1.1 转矩法
转矩法是目前应用最为广泛的螺栓预紧工艺[3],预紧
时转矩与预紧力关系为:
T=Kt
·F·d (1)
式中:T 为预紧转矩,N·m;Kt 为转矩系数,与螺纹副之
间、垫片与被连接件之间的摩擦系数、制造加工工艺相
关;F 为预紧力,kN;d 为螺栓的公称直径,mm。
1.2 转角法
转角法原理基于螺栓设计特征,将螺栓拧到与被连
接件贴紧后,再旋转的螺栓角度与预紧力之间呈线性关
系,其关系式为:

式中:α 为被测转角,(°);F 为预紧力,kN;P 为螺距,
mm;CL 为螺栓的刚度,kN/ mm;CF 为被连接件的刚度,
kN/ mm。
实际应用中,由于 CL、CF 均为定值,式(2)可转化为:
F=Kα
·α (3)
式中:Kα 为预紧力转角比例系数。
1.3 应变电测法
应变电测法是对螺栓预紧过程中的轴向应变进行检
测,为排除附加弯矩影响,测试中通过 90°的横、纵向间
隔应变片粘贴,搭建惠斯通全桥电路,预紧力与实测应变
关系为:

式中:F 为预紧力,kN;E 为弹性模量,kPa;ε 为实测应变;μ 为泊松比;d 为螺栓直径,mm。
2 预紧工艺平台试验及结果
2.1 转矩法预紧试验
某型号起重机的回转支承结构采用的是转矩法进行
螺栓预紧,为评判其控制精度,自主设计了螺栓预紧试验
工装。该工装由 T 形基础板、模块化被连接板、可拆卸螺
座、转矩扳手、待测螺栓及其测量系统组成,其中螺座材
质及加工工艺、被连接段长度、垫片等均与实车相同。试
验平台(见图 1)可通过模块化被连接板的增减实现对实
车螺栓预紧工况的模拟,并对螺栓正装或反装情况下预
紧力的大小进行测量。

转矩法平台试验采用的测试仪器与设备有:单轴应
变片,测量精度 1%FS;TML 静态应变测试仪,精度 1 με;进口液压扭力扳手,转矩精度 110 N·m;M48 mm×5 mm×
320 mm- 10.9 级螺栓,设计预紧力 1 001 kN(在螺栓屈服
强度范围内),弹性模量 E=206 GPa,泊松比 μ=0.28。
为探究转矩法预紧力控制精度、涂胶对螺纹损伤程
度影响,以及对应工况下螺栓的二次利用可能性,开展了
表 1 所示试验。试验在自制模拟平台上开展,以全桥应变电测法为标准,以贴片螺栓安装后初始自重状态作为应
变标定零点,利用转矩扳手分级施加转矩直至达到设计
预紧力,同时记录 TML 终点应变及转矩扳手终点转矩。试验所得数据如表 2 所示。

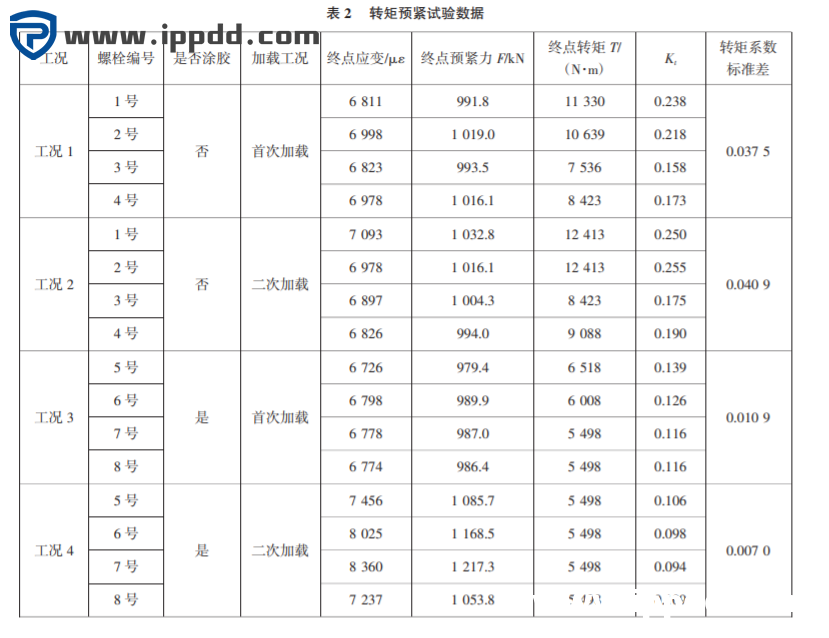
表 2 中,终点应变由 TML 静态应变仪直接读取记
录,最终转矩由液压转矩扳手读取。螺栓完成卸载后系统
归零偏差均在±20 με 以内,说明测试系统稳定性良好。将应变代入式(4)得到螺栓终点预紧力 F,将终点预紧力
F 和终点转矩 T 代入式(1)得到螺栓的转矩系数 Kt。分析
表 2 数据可知:
(1)由工况 1 可看出,以转矩为参考直接对回转支承
螺栓进行预紧,其转矩系数离散性较大,以平均转矩系数
为标准,在不考虑扳手输出转矩偏差前提下,利用转矩法
控制回转支承螺栓预紧力最大偏差可达 24.5%。造成偏差
的主要原因是螺纹副之间、螺栓头与垫片之间摩擦系数
离散性较大,这也是转矩法客观存在且难解决的问题[4]。
(2)工况 2 是工况 1 螺栓完成卸载后进行的二次转
矩预紧试验。对比数据可知,螺栓二次预紧转矩系数较首
次预紧均有明显增大,转矩系数平均增幅 10.5%,且二次
加载转矩系数样本标准差高于工况 1。张雪峰[5]对螺栓不
同润滑条件下转矩系数、预紧力和螺纹磨损等进行了试
验研究,根据研究成果,造成工况 2 转矩系数增加的主要
原因是螺栓首次加、卸载过程中,螺纹副之间、螺栓头与
垫片之间产生了一定磨损,造成二次预紧时摩擦系数增
大,最终导致转矩系数增大。因此,若用转矩法对回转支
承螺栓进行预紧,不能将拆卸下来的工况 1 螺栓仍按照
原转矩系数进行预紧,否则,将会进一步增大预紧力控制
偏差。
(3)工况 3 对螺栓进行涂抹某品牌螺纹紧固胶处理,
其主要目的是为了降低工况 1 螺栓预紧过程中产生的磨
损,且强化螺栓预紧后的防松动性能。对比工况 3 与工况
1 试验数据可知,对螺纹段涂抹螺纹紧固胶后,螺栓平均
转矩系数较工况 1 降低 36.8%,样本标准差也由原来
0.037 5 降至 0.010 9。导致这一结果的主要原因是螺纹紧
固胶在预紧过程中起到了润滑螺纹副的作用,降低了接
触面摩擦系数,因而转矩系数大幅降低。以工况 3 平均转
矩系数为标准,在不考虑扳手输出转矩偏差前提下,涂抹
螺纹紧固胶后,利用转矩法控制回转支承螺栓预紧力最
大偏差 10.6%,较不涂胶工况降低 13.9%,且转矩系数离散
性亦大幅降低。
(4)工况 4 是工况 3 螺栓完成卸载后直接进行的二
次转矩预紧试验。对比数据可知,工况 4 螺栓二次预紧平
均转矩系数较工况 3 下降 18.1%,样本标准差也由原来的
0.010 9 降至 0.007 0。导致这一结果的主要原因是螺栓首
次加载前,螺纹是靠人工涂抹,涂抹均匀性欠佳,且螺座
上初始并无紧固胶。而经过首次加载后螺栓螺纹段及螺
座螺纹段都均匀布满了螺纹紧固胶,因而进一步降低了
螺纹副的摩擦系数及摩擦系数离散性。对比工况 3、4 数
据及卸载后各自螺纹副磨损程度可知,涂抹螺纹紧固胶
确实起到了保护螺纹副,降低磨损的效果。以工况 4 平均
转矩系数为标准,在不考虑转矩偏差前提下,涂抹螺纹紧
固胶后,利用转矩法二次加载,回转支承螺栓预紧力最大
控制偏差仅 8.2%,预紧力控制精度良好。但实际装配中由
于二次加载会大幅度降低装配效率,所以导致其推广应
用受到较大限制。
2.2 转矩-转角法预紧试验
张保山[6]等基于扭力扳手加载设计了相应螺栓转角
测量系统,参照该方法基于图 1 平台搭建完善了转矩-转
角法螺栓预紧试验测试系统,其中转角由拉线传感器接
收的套筒弧长信号换算得出,传感器量程 0~600 mm,测
量精度±1.8 mm。由转矩预紧试验得知,螺纹紧固胶的涂
抹能够有效保护螺纹副,且能改善基于转矩法的螺栓预
紧工艺,故采用转矩-转角法对螺栓进行预紧时,仍在螺
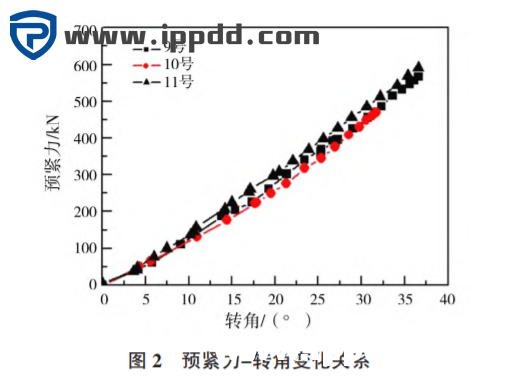
纹段涂抹螺纹紧固胶。将贴片后的 3 颗螺栓正装于图 1
平台上,利用液压扳手依次初拧螺栓至开始产生轴向应
变状态,此时开始对拉线位移传感器伸长量(即转角对应
弧长)进行测量。试验采用 4 级预紧方式进行,将设计预
紧力 4 等分,以螺栓轴向应变信号为依据,按照对角施加
顺序,3 颗螺栓每一级预紧均施加完毕后才开始下一级预
紧。过程中分别记录螺栓应变、液压扳手转矩及拉线位移
传感器伸长量,拟合所得预紧力-转角关系如图 2 所示。
转矩-转角法需要对螺栓施加初始转矩,待螺栓与被
连接件完全贴紧后,利用预紧力-转角线性关系进行预紧
力控制。为保证预紧力控制精度,对试验所得数据进行多
次试算拟合发现,预紧力达到 200 kN 之后,预紧力-转角
线性关系良好,故可以将贴紧预紧力设定为 200 kN,按照2.1 节中工况 3 平均转矩系数计算对应贴紧转矩为 1 193
N·m。对贴紧后预紧力-转角关系进行拟合得到表 3 数
据,其中 R 为预紧力-转角线性拟合相关系数.
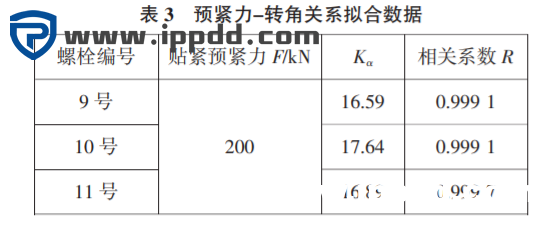
基于预紧力试验平台,对回转支承螺栓涂螺纹紧固
胶后,先施加 1 193 N·m转矩,再按照平均预紧力转角比
例系数 Kα=17.04 预紧至设计预紧力 1 001 kN,以试验数
据为标准,对应预紧力控制最大偏差仅为 5.64%。另一方
面由于转矩-转角法贴紧转矩仅为 1 193 N·m,对应预紧
力仅为设计预紧力的 20%,而实际应用中不同扳手转矩
输出偏差均是客观存在的,故转矩-转角法相对于转矩法
的应用优势将更加明显。
3 工艺验证
通过工艺平台试验确定了转矩-转角法预紧工艺参
数,但由于试验平台与实车刚度无法做到完全一致,故必
须对转矩-转角法进行实车螺栓预紧工艺验证,以保证螺
栓预紧力控制精度。
在采用回转支承对角分级预紧的前提下,由于其结
构的均匀性和对称性,为确定实车螺栓预紧工艺控制参
数仅需对少量螺栓进行现场标定即可。受限于回转支承结构的封闭性,为完成现场标定,设计了图 3 所示实车螺
栓预紧力标定系统。
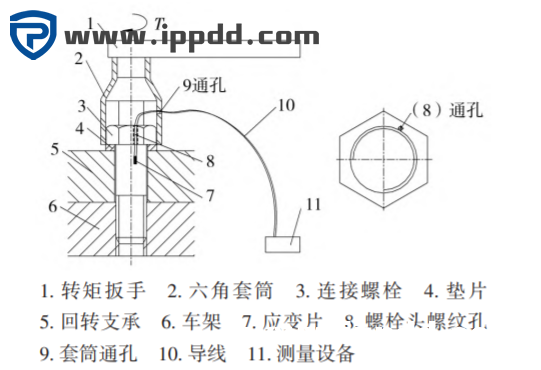
随机抽取实车装配 3 颗螺栓,并在螺栓头上贴近螺
栓光杆外径开 M6 螺纹孔 8,开孔后螺栓连接强度不受影
响(已通过 MTS 拉伸试验验证)。应变片、扭力扳手及测
量设备与预紧工艺试验相同。经加工后的 3 颗专用标定
螺栓间隔 120°安装在回转支承结构上。实车标定试验仍
延用前述拉线位移传感器对套筒转过弧长进行测量,分
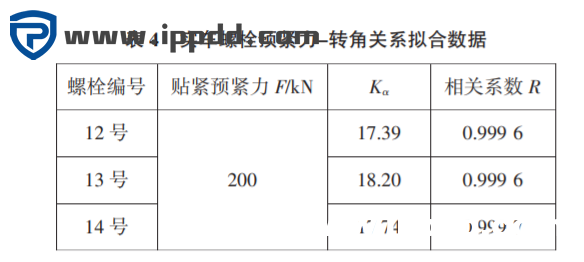
级加载后获得螺栓预紧力-转角变化关系如图 4 所示。

结合图 4 试验数据,螺栓预紧力在 200 kN 时螺栓与
被连接件完全贴紧,预紧力-转角关系进入线性阶段,该
结论与预紧工艺平台试验基本一致。对贴紧后螺栓预紧
力-转角关系进行拟合得到表 4 数据。
由表 4 计算可得,贴紧后螺栓预紧力-转角平均比例
系数 Kα=17.78,比工艺试验得到的比例系数高 4.3%。造成偏差的主要原因是:为能够方便检测螺栓应变信号,工艺
试验平台被连接件处部分采用 U 形缺口设计,从而导致
被连接件刚度 CF 降低。由式(2)、式(3)关系测算,CF 降低
后 Kα 就随之变小。
基于实车螺栓预紧标定试验,对回转支承螺栓涂螺
纹紧固胶后,先施加 1 193 N·m转矩,再按预紧力-转角关
系 F=17.78α 预紧至设计预紧力 1 001 kN,在不考虑扳手
转矩输出偏差前提下,以标定试验数据为参考,对应预紧
力控制最大偏差仅为 5.18%,与工艺试验转矩-转角试验
结果基本一致,实现了回转支承螺栓连接预紧力的精确
控制。
4 后期应用
螺栓完成预紧后会发生应力松弛现象[7- 8],对机构安
全及稳定性造成严重危害。由于本预紧工艺采用了一套
实车螺栓预紧力标定系统,能够在回转支承关键部位使
用多颗标定专用螺栓。将图 3 中相应测量设备用动态无
线应变采集器替换,导入螺栓对应初始零点应变信号后,
就能够在终端设备获取相应部位螺栓实时应变信号,从
而能够及时有效评估螺栓应力松弛程度,并根据需要应
用转角法进行二次预紧标定。相应标定参数可推广应用
至回转支承剩余螺栓的二次预紧。
除后期二次预紧应用价值外,基于实车标定螺栓及
其配套的测量系统,还能够获取各作业工况下相应部位
螺栓预紧力数据,为整车作业安全性评估、回转支承优化
设计提供重要依据。
5 结论
基于自制试验平台,以应变电测法为参考,研究了转
矩法、转矩-转角法控制回转支承螺栓预紧力的精度。设
计了实车螺栓预紧力标定系统,对平台试验结果进行了
实车验证。结果表明:1)利用转矩法直接对回转支承连接
螺栓进行预紧,预紧力控制偏差达 24.5%,涂抹螺纹紧固
胶后相应预紧力控制偏差降至 10.6%;2)涂抹螺纹紧固
胶后,利用转矩-转角法进行螺栓预紧,预紧力控制偏差
仅 5%左右。通过实车试验验证,本文确定的涂螺纹紧固
胶→1 193 N·m转矩初预紧→利用 F=17.78α 关系控制转
角终预紧工艺是稳定可靠的。同时,该组合工艺能够有效
解决后续螺栓的二次预紧问题,并能够实现螺栓预紧力
的在线监测,保证回转支承结构连接安全。
转载:
参考文献:
[1] 王永兴. 高强度螺栓预紧力施加试验方法[J]. 机造船技术,
2019(6):60- 63.
[2] 汤春球. 转矩转角法工艺与检测方法[J]. 机械设计与研究,
2018,34(6):103- 108.
[3] 任春红. 对螺纹连接预紧力控制方法的分析[J]. 煤矿机械,
2005(6):43- 44.
[4] 张和平,王晓斌,莫易敏,等. 拧紧速度对螺栓转矩系数的
影响分析[J]. 武汉理工大学学报:交通科学与工程版,2014,
38(4):860- 863.
[5] 张雪峰,刘娅婷,陈春明,等. 基于润滑的楔形螺纹紧固件
扭拉性能试验研究[J]. 宇航总体技术,2022(6):59- 63.
[6] 张保山,粟金发. 螺栓预紧力测量的标定装置、标定方法和
预紧力控制方法,中国:201510066526[P]. 2015- 05- 13.
[7] 王亭沂. 热采井口装置螺栓的蠕变及应力松弛规律研究[J].
机械强度,2021,43(1):204- 210.
[8] 孙亚东. 螺栓节点中的应力松弛效应研究及其影响因素分
析[D]. 大连:大连理工大学,2020.

