一起学习机械装配中配合公差相关知识
公差与配合的选择步骤:
1.配合制
2.公差等级
3.配合种类
4.形位公差
5.基准原则
图片来自网络
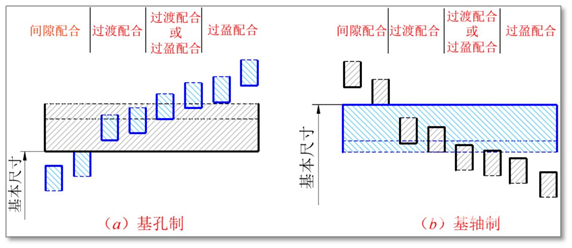
一、基准制的选择
(类比法)选择基孔制或基轴制,应从产品结构特点、加工工艺性和经济性等方面综合考虑。
1.一般优先选用基孔制 :加工方便,生产方便,可减少定制刀具和塞规数量。
2.与标准件配合时,由标准件确定:下列情况下,一般采用基轴制:A:当配合的轴为标准件时,以标准件为基准件。如:键与键槽的配合;滚动轴承外圈 与孔的配合 B:直接采用冷拉钢料作轴时,一般用于精度要求不高的机械中。C:考虑一轴与多孔配合,且配合性质不同时。
3.必要时采用适当的孔、轴公差带组成的配合。
图片来自网络
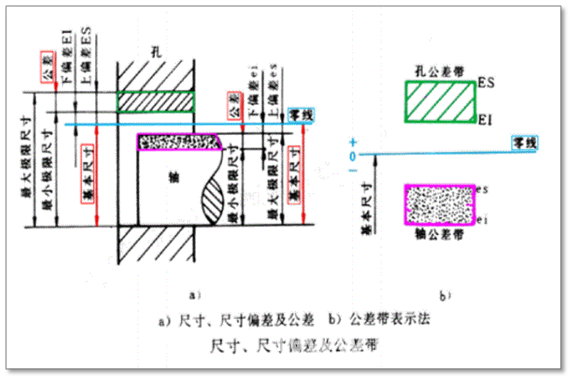
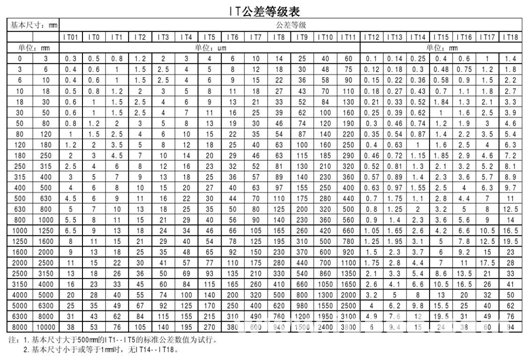
二、标准公差等级的选择
1.在满足使用要求前提下,尽量选择低等级(﹥IT7)。
2.考虑到加工,下列情况降低一级选用:A.孔对于轴;B.细长孔/轴。C.距离较大的孔或轴;D.宽度较大的零件表面(一般大于 1/2 长度)的零件表面;E. 线对线和线对面相对于面对面的平行度/垂直度。 公众号《机械工程文萃》,工程师的加油站!
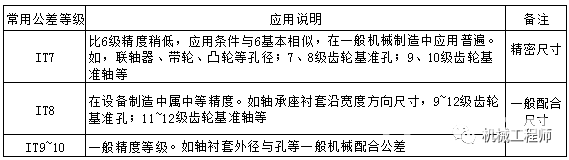
3.标准公差等级应用参考(见下表)
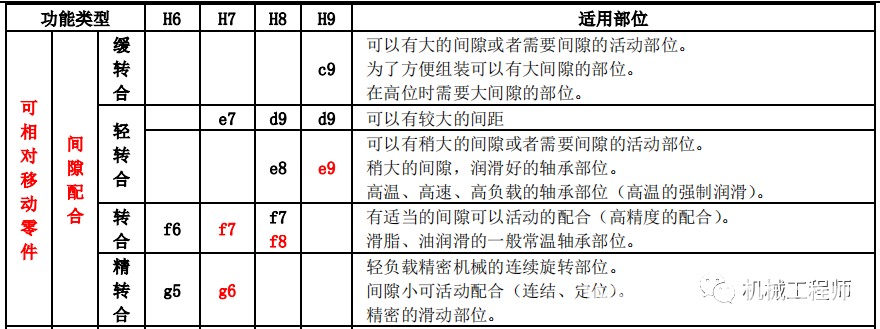
三、配合选择
结合机械设计标准及 3C 行业非标设计经验总结
常用公差配合选择参考表(见下表)

四、形位公差
1.在同一要素上形状公差通常要小于位置公差(如两平行平面,平面度一般小于平行度)
2.圆柱形零件的形状公差要小于尺寸公差(轴线 的直线度除外)
3.一般平行度公差值小于其相应的距离公差值 五.基准原则:1.尽可能设计基准与工艺基准一致。2.不一致时,主要尺寸以设计基准标注,其他尺寸以工艺基准标注,方便加工与测量。
五、基准原则
1.尽可能设计基准与工艺基准一致。
2.不一致时,主要尺寸以设计基准标注,其他尺寸以工艺基准标注,方便加工与测量。
注:设计时,根据具体的设备要求选择合适公差配合。3C 非标设计行业中,一般工站设计,尽量采取小间隙配合替代过盈配合方式的精密定位, 减少过盈配合,以方便装配维护;但有要求较高特殊部件,按设备实际使用要求,设计合理的公差与配合。
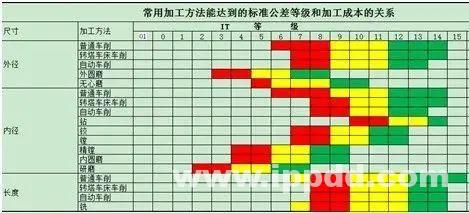
附:常用加工方法能达到的标准公差等级
声明:部分内容来源于网络,仅供学习、交流。版权归原作者所有。如有不妥,请联系删除。
