我公司1台使用多年的某型号正面吊,其吊具出 现多处严重开裂,特别是重要的结构件如左、右伸缩 臂箱体底板和T字梁处,虽经多次局部焊接修理还是 反复出现同样开裂问题。经咨询正面吊生产厂家,建 议我们更换左、右伸缩臂。考虑更换左、右伸缩臂所 需费用很高,我们决定自行修复。
1、修复方案及实施情况
使用符合标准AWS: A/SFA5.1 E7018或A/SFA 5.20 E71-T1的焊材,采用手工电弧焊或CO2气体保护焊进 行焊接,并采用16Mn钢板加固。
(2)修复步骤
首先,清理并补焊外部开裂部位。将吊具上所有 可疑的开裂处清洗干净,并用磁粉进行探伤,以确定 开裂部位具体情况。按照焊接工艺要求焊补裂缝,焊 后用角磨机将需要磨平的焊缝予以磨平,待焊缝冷却 后进行防腐处理。
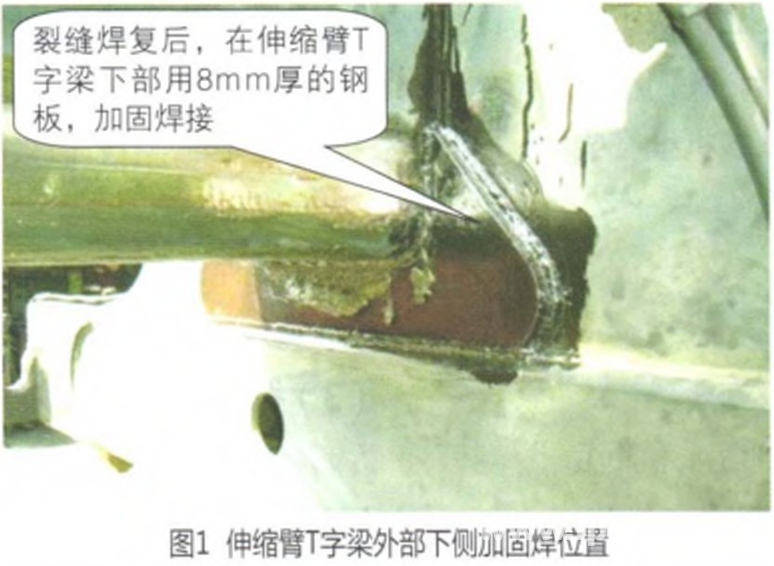
其次,根据吊具实际情况加固焊接伸缩臂T字梁 外部。对伸缩臂T字梁外部的下恻位置(上侧无需加 固),采用厚度为8mm的钢板进行加固焊接。待焊缝 冷却后,进行防腐处理。如图1所示。
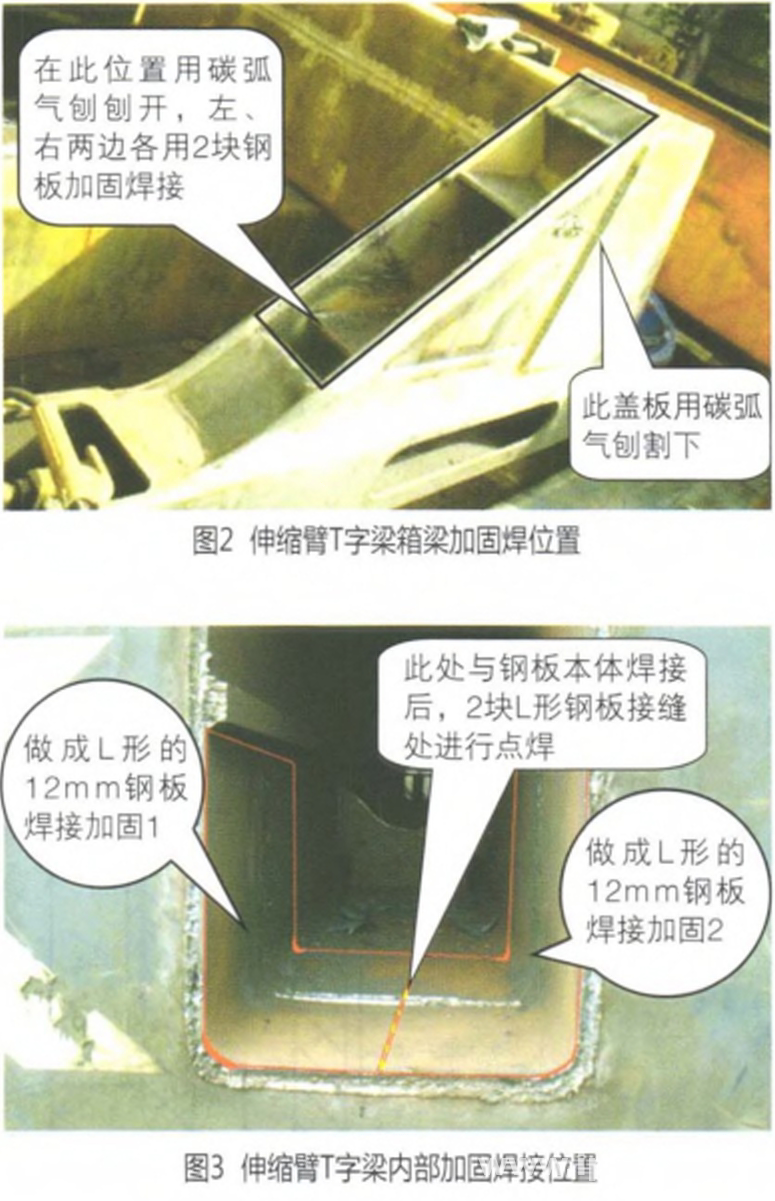
再次,加固伸缩臂T字梁两侧箱梁。用碳弧气刨 将伸缩臂T字梁两侧箱梁上的表面钢板刨开.在其内 部焊接2块8mm厚钢板,以将伸缩臂T字梁两侧箱梁 加固,如2图所示。焊接时要求每块钢板都必须焊接 到伸缩臂钢板本体上,每一端左、右两侧都用相同的 方法焊接。加固焊接完成后,重新焊回割开部位的钢 板,并进行防腐处理,
然后,对T字梁内部进行加固焊接。分别采用2 块厚12mm的L形钢板,对左、右伸缩T字梁内部进 行加固焊接。焊接前须用碳弧气刨将盖板割下(见图 2)。焊接时,先将其内部裂缝进行焊补,用角磨机磨 平焊痕后,再把每块钢板都焊接到伸缩臂钢板的木体 上(每一端左、右两侧焊接方法相同),如图3所示。
最后,重新焊回盖板.加固焊接吊具其他开裂 部位,并进行防腐处理。
2修复效果
按照以上修复方案,经机修车间维修人员精心 操作,完成了正面吊吊具修复工作。该吊具投入使用 后,再没有出现开裂问题,消除了安全隐患.节约了 购置成本,达到预期效果。
作者:福建省石狮市石湖码头 郑培勇
