蒋 欢
镇江港务集团有限公司金港分公司 镇江 212000
摘 要:回转支承装置是港口门座起重机的重要部件,如果回转外齿面得不到良好的润滑会使运动副相互间产生干摩擦,严重情况会使外齿轮轮齿产生断裂。而传统的润滑主要采用人工方式涂抹润滑油脂,无法取得良好的润滑效果。门座起重机回转外齿面自动润滑系统,在回转大轴承左右两侧驱动小齿轮处安装两个尼龙齿轮,通过齿轮啮合的方式将优质润滑油脂均匀涂抹到回转小齿轮齿面处,利用传动过程实现对回转机构齿轮啮合面的充分润滑,配套的电气自动控制系统可应用到单台干油泵、单线干油集中润滑系统中,满足润滑系统的多种工况监控需要,可定时、定量向润滑点供送润滑油脂,在回转支承齿面中取得了理想的润滑效果。
关键词:门座起重机;回转支承外齿轮;自动润滑;尼龙齿轮涂油器
中图分类号:TH213.4 文献标识码:A 文章编号:1001-0785(2020)16-0085-04
0 引言
门座起重机( 以下简称门机) 是港口的重要起重吊装设备,可以降低工作人员的劳动强度,提高港口货物装卸效率。门机的传动装置是由运行机构、回转机构、起升机构和变幅机构共同组合而成。在回转机构当中,回转支承外齿轮可以把门机机房和起重臂架系统进行连接,是重要的传动部件。但由于港口门机长时间暴露在潮湿的环境中,受到海风、雨淋等恶劣天气的影响,经常会出现润滑不良的情况,使得轮齿存在干摩擦或卡滞问题,严重情况会引起轮齿断裂,使得停机检修的频次增多,严重影响货物的装卸效率。传统的回转外齿轮润滑多采用人工加注润滑油的方式,加注量和频次很难把握,影响回转支承外齿轮运行性能。研发出门机回轮外齿面自动润滑系统替代人工加油,通过设置合理的加油频率,为回转支承外齿轮提供最合适的供油量,减轻工人劳动强度,提高生产效率。
1 港口门机润滑保养要求
港口装卸门机基本处于全天候运行作业,对每个运转部位都有严格的润滑要求,润滑方式和润滑剂都有严格规定。回转支承装置长时间运行在低速重载的条件下,需要结合回转支承装置的实际应用情况和质量等级,制定出科学合理的润滑保养计划。如果为滚柱类支承装置,
应该每间隔40 h 进行一次润滑,球类回转支承装置要间隔100 h 进行润滑。如果门机的工作环境比较恶劣,且需要持续进行工作,则需要缩短润滑周期,避免由于润滑性能不足,造成运动副干磨,滚动体与滚道间异常磨损,导致回转支承装置使用寿命降低。
门机的回转支承装置在交付使用之前,厂家已经注入了一定量的润滑油脂。在安装完成之后,需要再次注入润滑油脂。在回转支承装置磨合时期,需每天加注一次油脂,保证滚道内部完全注满润滑油脂。在加注润滑油脂时,缓慢地回转支承装置,使润滑油脂均匀地分布到每个部位。还需在小齿轮中填充一定剂量的润滑油脂,以保证齿轮持续稳定地运行。定期对回转支承装置内的啮合齿进行检查,查看内部是否存在杂物,保持内部干净,此外还应避免坚硬物质进入到啮合齿内。回转支承装置密封条件普遍不高,潮气容易进入到内部的滚道中,腐蚀滚道及滚球。需定期检查密封装置状况,存在破损应及时更换。如果经济条件允许,可采取集中润滑或局部集中润滑的方式,以保证润滑通道的畅通。
2 回转外齿面自动润滑系统
2.1 回转外齿面润滑系统
2.1.1 尼龙齿轮涂油器组件
为了更好地润滑回转外齿面,需在回转大轴承驱动小齿轮处左右两侧安装两个尼龙齿轮(见图1a),通过齿轮啮合的方式将优质润滑油脂均匀涂抹到回转小齿轮齿面处,利用传动过程实现对回转机构齿轮啮合面的充分润滑,避免传统手工加注润滑油脂过多造成的污染问题(见图1b)。尼龙齿轮涂油器组件是该系统特有的核心部件,采用垂直安装的方式,在尼龙齿轮9 个齿中的3 个齿上部和中部分别开油道孔。同时,考虑到下部轴承承载重力,下部轴承采用圆锥滚子轴承,每套回转机构外齿面润滑系统由润滑泵、电控箱、分配器、管路接头及尼龙齿轮涂油器组件等组成(见图1c)。
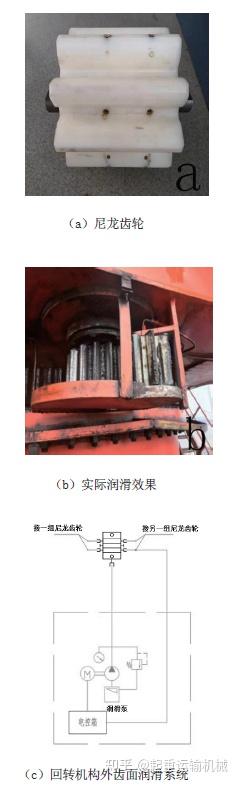

图1 尼龙齿轮与润滑原理图
2.1.2 单线分配器
回转外齿面润滑系统设计为单线递进式,利用4 口分配器把优质润滑油脂等量分配到左右两侧的尼龙齿轮轴处。分配器上安装有动作检测开关,以确保系统出现润滑故障时及时报警。分配器内部设置有首片(A)、中间片(M)、末片(E),1 个进油口和6 个出油口(如图2 所示),可以设置不同的给油量达到精准控制,内部柱塞截面和行程可以决定每次循环的具体给油量,使用便利,可以按照回转外齿面润滑点数量进行组合,采取串联方式强制向润滑点输送润滑油脂。该分配器在使用过程中必须要保证油路的畅通,另外还需要在润滑系统中设置泄油回路,避免由于润滑系统超载而停止运行。润滑系统中安装有循环监测装置,用于监测系统是否存在失压、断流或超载等问题。
润滑油脂经过进油口进入到每个柱塞的腔体中,根据设定好的顺序推动柱塞运行。当首片(A)内的柱塞动作时,滑润油脂会从尾片6 口中排出 ;当中间片(M)运行时,润滑油脂会从首片1 中排出;当尾片(E)内的柱塞动作时,润滑油脂会从中间片2 排出。如果片组中存在若干个片,会按该顺序运行,把润滑油定时、定点地输送到每个润滑点。如果需要提高出油口排量或者润滑点为奇数,把邻近给油口采用三通或过渡块结合并使用。
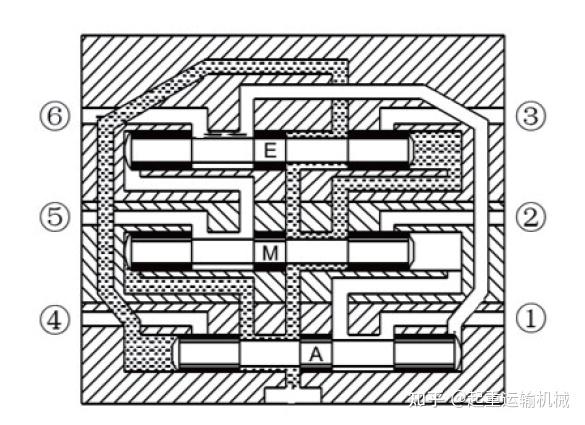
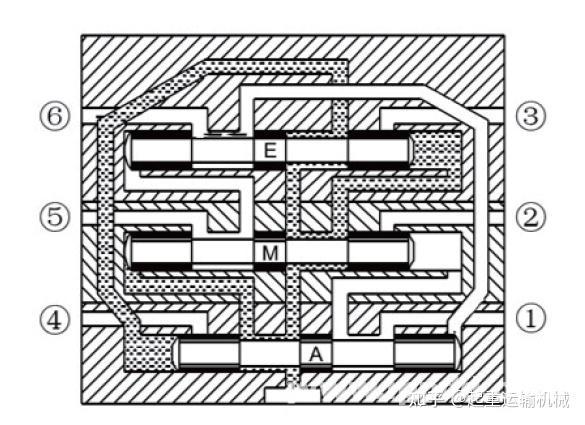
图2 递进式分配器工作示意图
2.1.3 润滑液压泵
如图3 所示,门机回转外齿面润滑液压泵可适用N32# ~ NLGI032# 型号的润滑油脂, 适用温度为-20℃~+ 80℃。泵体主要由带柱塞的凸轮机构和油罐构成,采用三相交流异步电机提供动力,通过摆线针轮减速器后驱动凸轮进行旋转,带动柱塞产生往复运动把润滑油脂从出口部位输送到单线分配器。润滑配置有压力可调的溢流阀,用于设置门机回转外齿面润滑系统的运行压力。另外还设有安全阀,当泵工作压力超过规定值时保险阀弹出,润滑系统油压卸荷,起到保护泵元件的作用。每次排除完润滑系统故障,需要重新安装保险片,润滑方可投入使用。
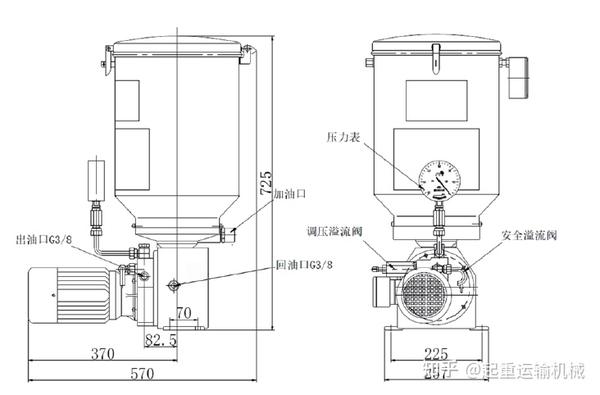
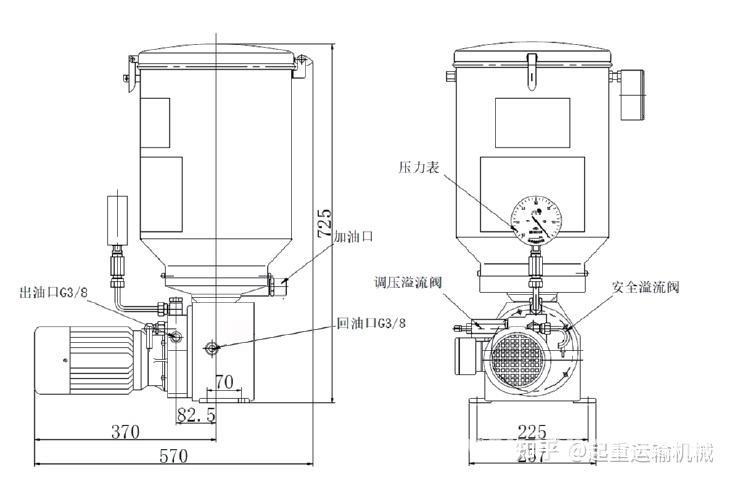
图3 润滑结构图
2.2 自动控制系统
自动控制系统可应用到单台干油泵、单线干油集中润滑系统中,满足门机回转外齿面润滑系统多种工况监控的需要。电气自动控制系统可设置多种润滑方式,对润滑液压泵和单线分配器等进行控制,可定时、定量向润滑点供送润滑油脂,操作面板布置所图4 所示。


图4 操作面板
控制系统设置有手动、自动两种工作方式。在手动加油方式下,先核对热继电器设定值是否与异步电机额定电流匹配,保证起到过热保护作用。接通电源后检查指示灯是否点亮,开关电源能否正常运行,PLC 控制器是否通电,人机界面能否正常显示。如果故障灯没有被点亮,工作人员可以利用启动、停止按钮来对润滑系统进行控制,润滑液压泵输出量可以根据比例输送到每个润滑点。
在自动控制方式下,应确认分配器循环次数是否设置准确,内部的时间继电器能否正常运行。设置好润滑时间间隔和循环次数,使润滑系统自动运行。当润滑系统完成设置好的N 个循环后停止运行。自动系统内部的累计时间达到设定值后,润滑液压泵会再次启动,进入到第二次的N 个循环。
两次循环的时间间隔需要通过累时器来进行设定,配电箱通电而且干油泵停止,累时器启动记时。当配电箱断电,累时器停止记时。时间间隔的设置需要结合门机架回转支承机构的实际情况。不管在哪种工作方式下,只需要按下润滑液压泵启动键,润滑泵马上投入运行,前面的计时工作全部被清零,会进入到初始的循环控制。
PLC 控制器内部集成累时器,可以单独对两次工作时间间隔进行设置,控制周期内是由PLC 控制器内的延时继电器和累时器比较来决定的(PLC 控制器在停电状态下无法运行,这就需要采用累时器),采用两者数值较小的参数。而工作循环次数是由PLC 控制器内的计数器来决定,工作人员可以在显示屏中设置好循环次数。不管系统在何种条件下,工作人员按下停止按钮,润滑系统就会停止运行。PLC 控制器内部定时器用于对母分配器换向时间的监控,换向停止如果大于设定参数,表明润滑管路存在堵塞或泄露现象,就会发出报警,动作超时指示灯点亮,而内部定时器用于设置润滑间隔时间。
控制系统还具备报警功能,如润滑液压泵驱动电机过载,报警指示点亮,同时电机停止运行。如润滑系统运行时间大于PLC 内部定时器的设定时间,而润滑油路的母分配器没有动作,则动作超时报警指标灯点亮,润滑液压泵停止工作。当润滑油罐内的油位低于设定的下限值,油位低的指示灯点亮,工作人员应及时加注润滑油脂。当故障完全排除,需按复位键后润滑液压泵才能开始运行。母分配器和子配器中都配置有接近开关,用于检测润滑点的运行情况,可以快速发现存在故障的润滑油路,如果母分配器指示灯被交替点亮和熄灭,表明每个润滑点都可以正常供油,否则需要检查润滑点。
3 结论
文中所述门机回转外齿面自动润滑系统,在回转大轴承左右两侧驱动小齿轮处安装两个尼龙齿轮,通过齿轮啮合的方式将优质润滑油脂均匀涂抹到回转小齿轮齿面处,利用传动过程实现对回转机构齿轮啮合面的充分润滑,避免了传统人工加注润滑油脂过多造成的污染问题。配套的电气自动控制系统可应用到单台干油泵、单线干油集中润滑系统中,满足门机回转外齿面润滑系统多种工况监控的需要。可设置多种润滑方式,对润滑液压泵和单线分配器等进行控制。该润滑系统进一步提升了回转支承装置使用寿命,港口门机的装卸功能得到充分发挥,可以有效提高港口企业经济效益。
参考文献
[1] 滕召勇, 陈武. 起重机回转支承故障的预防和控制[J].中国新技术新产品,2019(4):51,52.
[2] 张俊娜, 聂文杰, 孙艳秀. 门座起重机回转机构常见问题及设计要点[J]. 建筑机械,2019(8):73-76.
[3] 龙文星. 大型门机回转支承断齿故障的设计缺陷有限元分析研究[D]. 武汉:武汉理工大学,2018.
[4] 张学东. 塔式起重机回转支承常见故障分析及对策[J].山西建筑,2018,44(7):226-228.
