今天呢,我们一起来聊一聊这个话题!还是以《电气与PLC集训营》中要讲解的液压剪板机系统为例给大家介绍,其液压原理图如下面的动图所示!
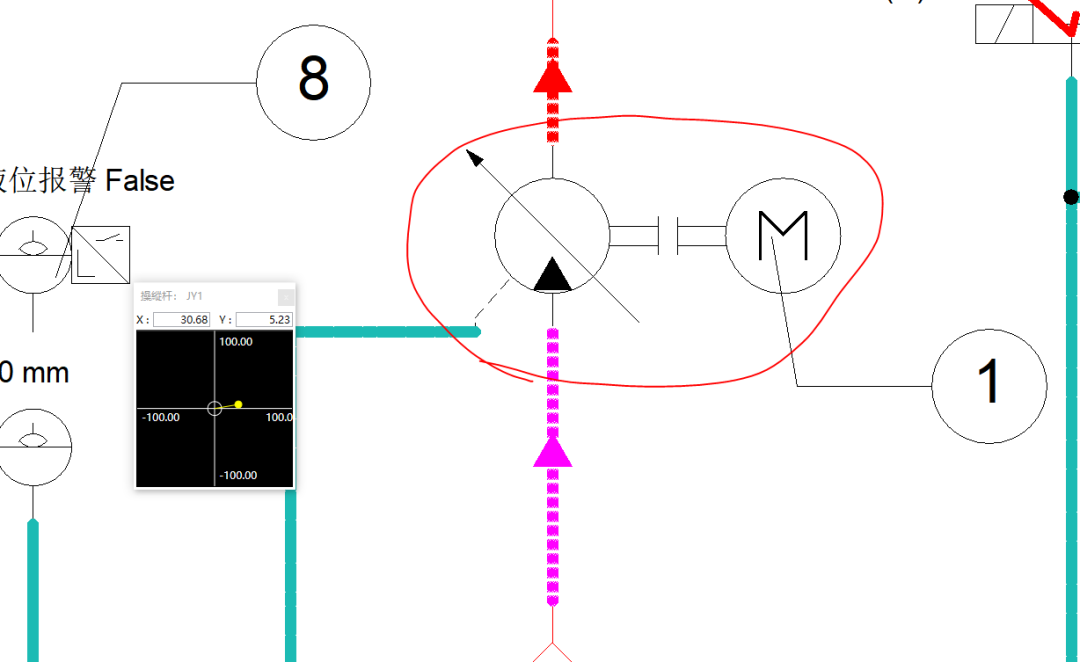
液压泵站中,驱动变量柱塞泵的就是我们的主电机,假设其功率为45kW,这个功率你是必须要告诉给电气工程师的,他会判断是否需要采用星三角启动或者软起动。
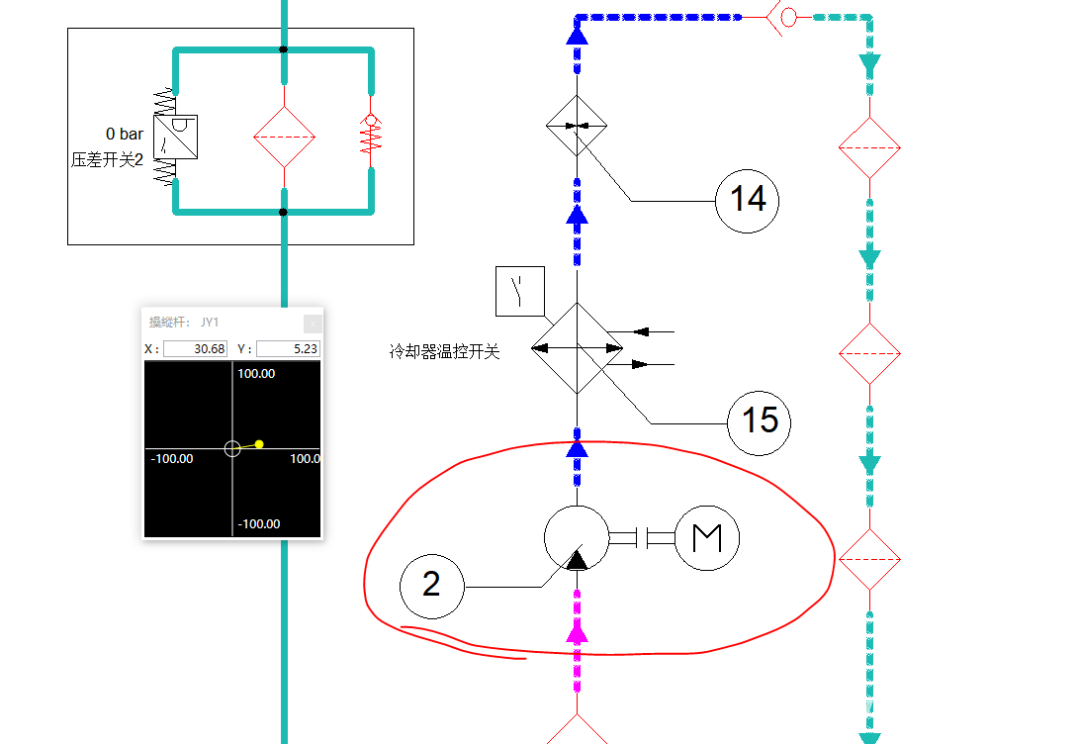
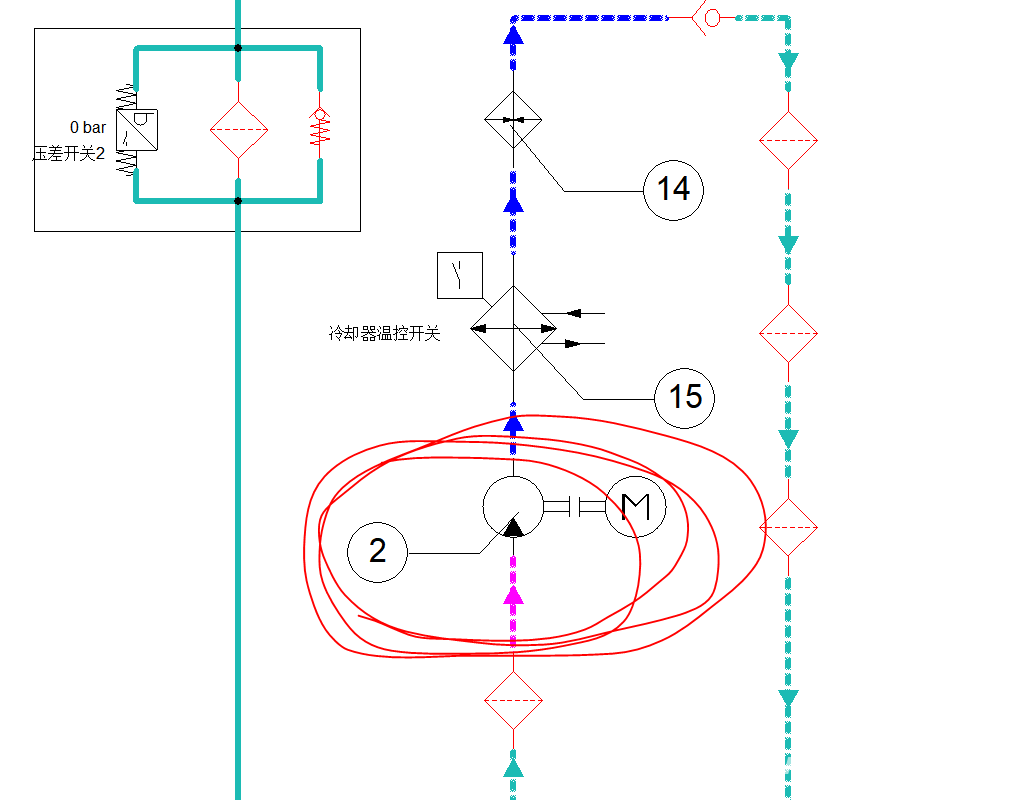
液压泵站配备了独立的一套循环加热、冷却、过滤系统,该循环泵的工作也需要一台电机来驱动,假设其功率为3kW,这个可以用接触器直接启动。
液压泵站,需要配备溢流阀,而本系统选择的是一台电磁溢流阀(DC24V),灵活运用电磁溢流阀的卸荷功能,可以起到节能、安全的作用。比如它可以在主泵启动时全开卸荷,起到无负载启动的作用。

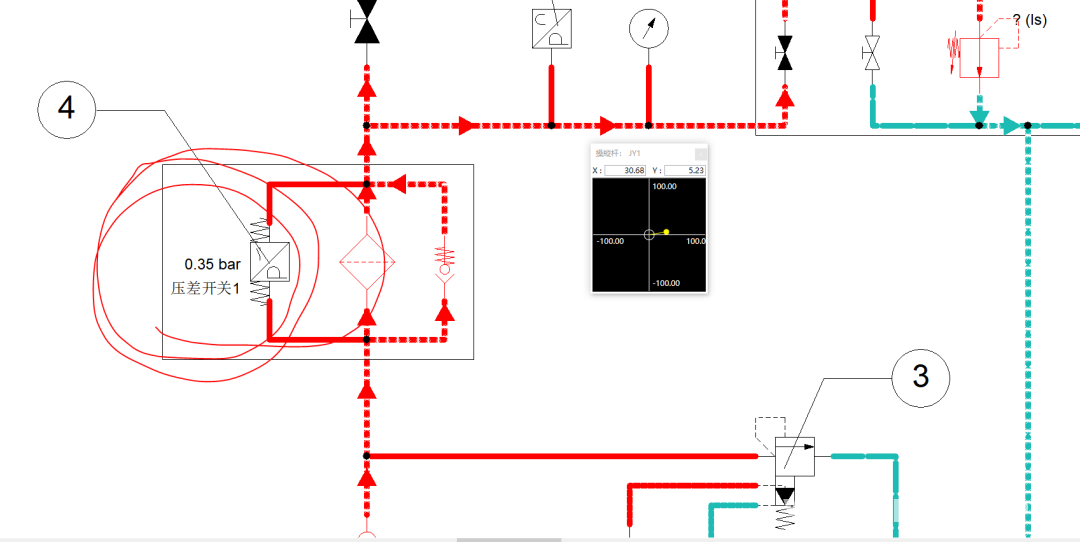
液压泵出口我们设置了高压过滤器,该高压过滤器配置了压差报警开关,当压差达到预设值之后,需要给PLC发送报警信号,甚至是停机信号!
蓄能器配置了标准的安全阀组,在该安全阀组中,配置了常开式二位二通的电磁换向阀,当系统因意外突然失电时,可以让蓄能器正常泄压,起到安全保护的作用。
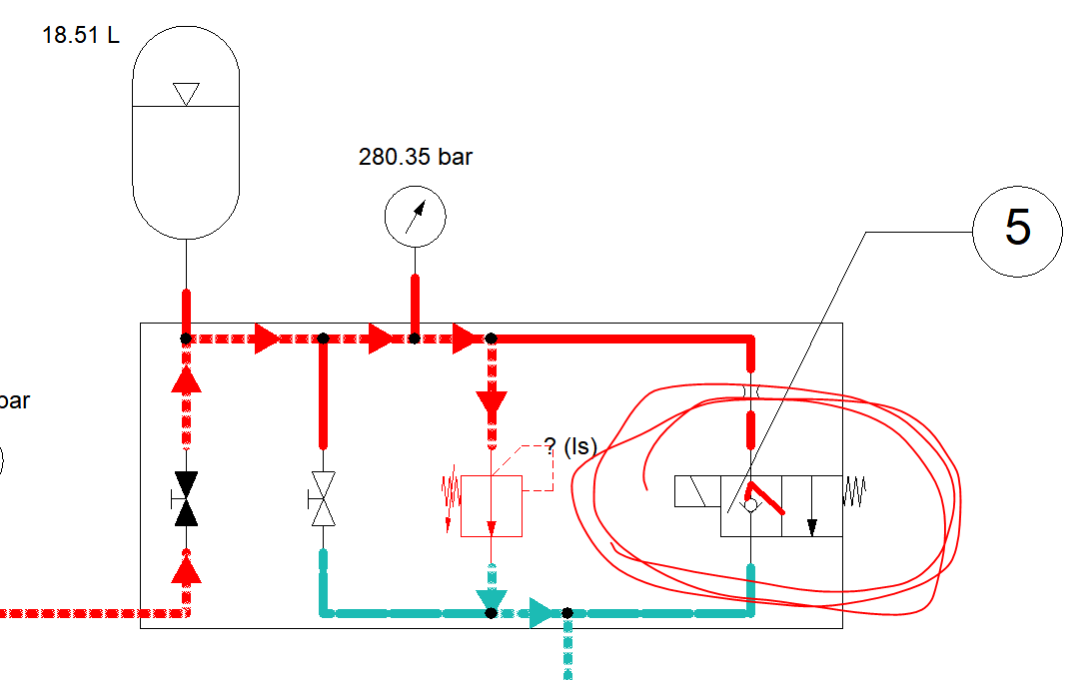
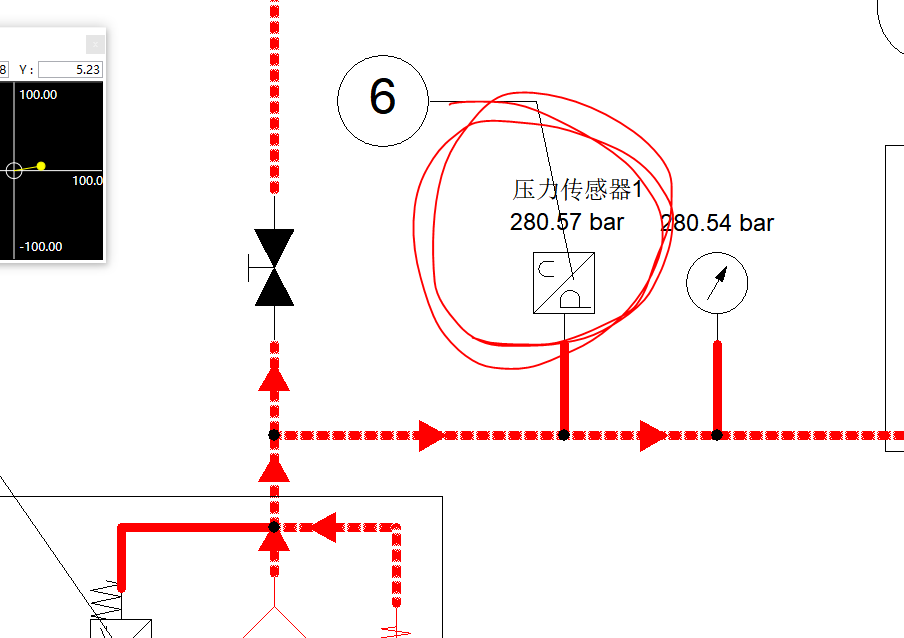
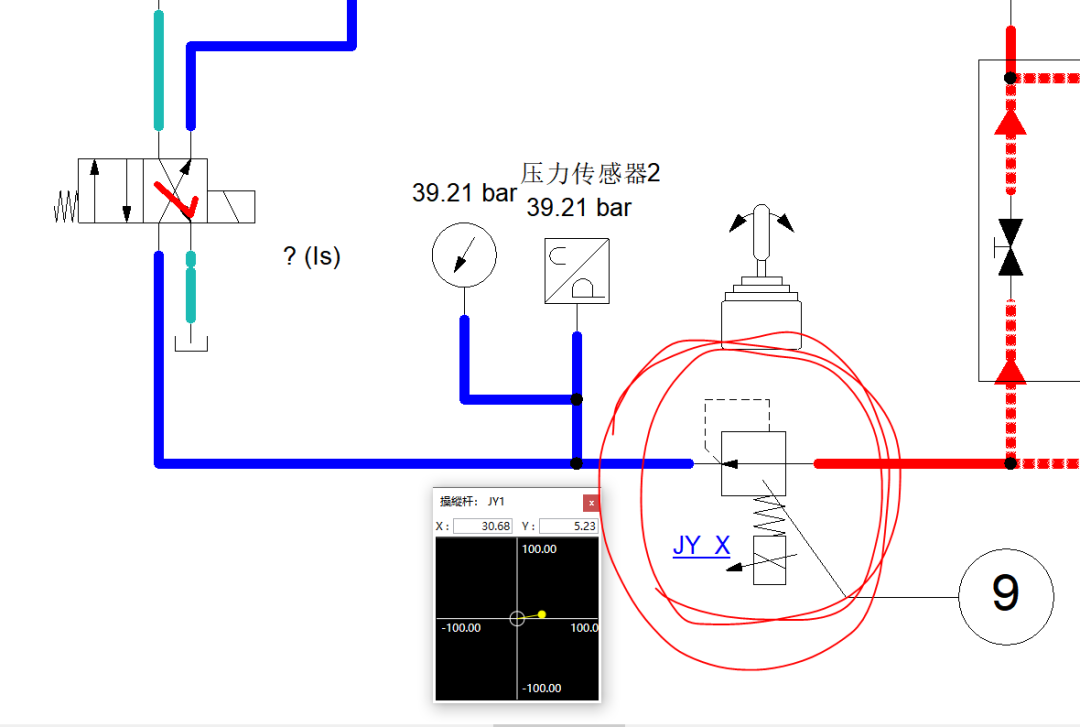
该系统在泵的出口设置了压力传感器,需要通过PLC模拟量输入通道来采集,并进行AD转换。
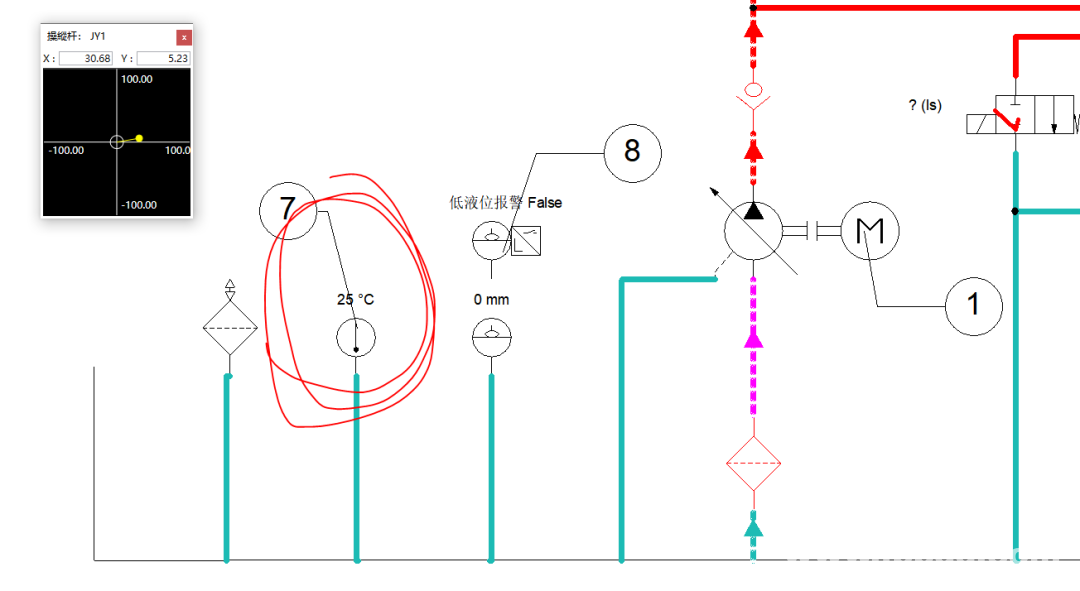
循环泵可能不需要时时刻刻都处于运行状态,其中一个控制因素就是油温,当油温适中时,可以不启动循环泵;当油温过低时,可以同时启动循环泵和加热器,也就是根据油液温度来自动启停循环泵电机。
我们知道,液压系统最大的问题就是存在泄漏,一旦泄漏过多,就会造成液压油箱内的油液过低,如果不加以控制,一旦最低液位低于液压泵站的吸油口,那就直接造成液压泵吸空,从而导致液压泵的损坏;所以对液压站进行高、低液位报警也是很有必要的。

由于我们这套系统加紧功能并不需要过高的夹紧力,所以在夹紧缸的控制回路上设置了比例减压阀,以此来调节不同板材的夹紧力调节功能。
本设备是一套自动控制设备,其夹紧与释放功能均需由程序控制。控制程序需要告诉夹紧缸什么时候该下降执行夹紧动作;什么时候上升执行释放动作。
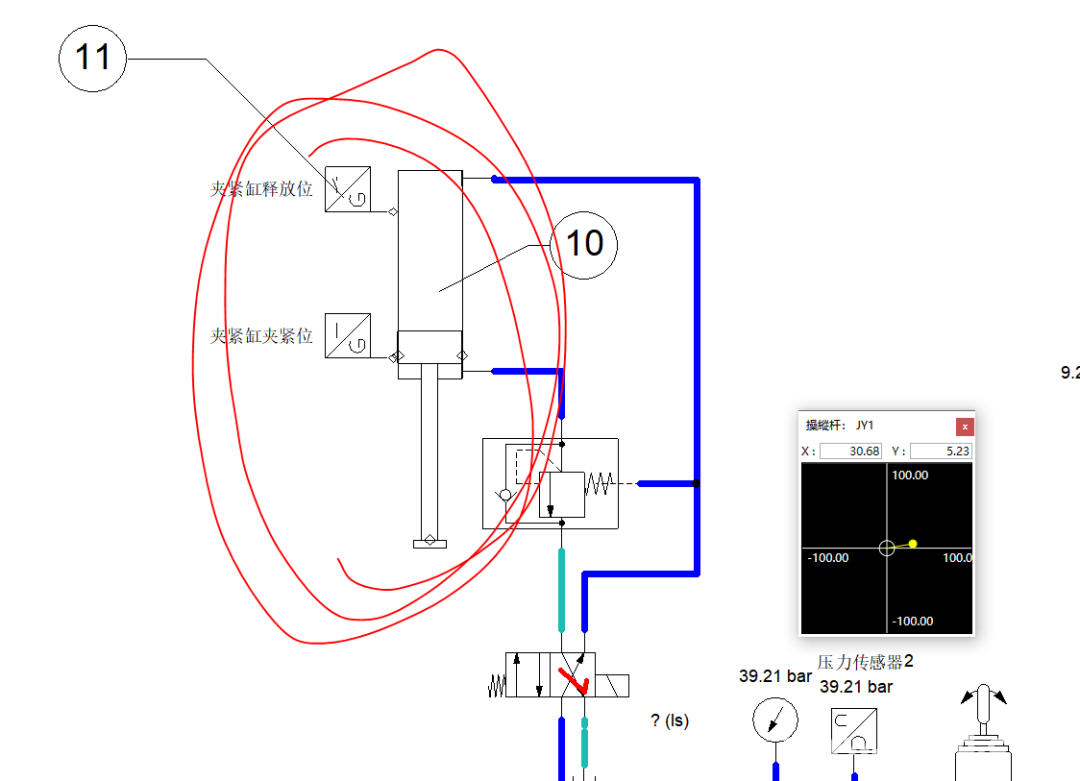
夹紧缸向下伸出后,什么时候算是夹紧到位了呢,这个就需要靠接近开关来告诉控制程序,这个夹紧动作是否完成。

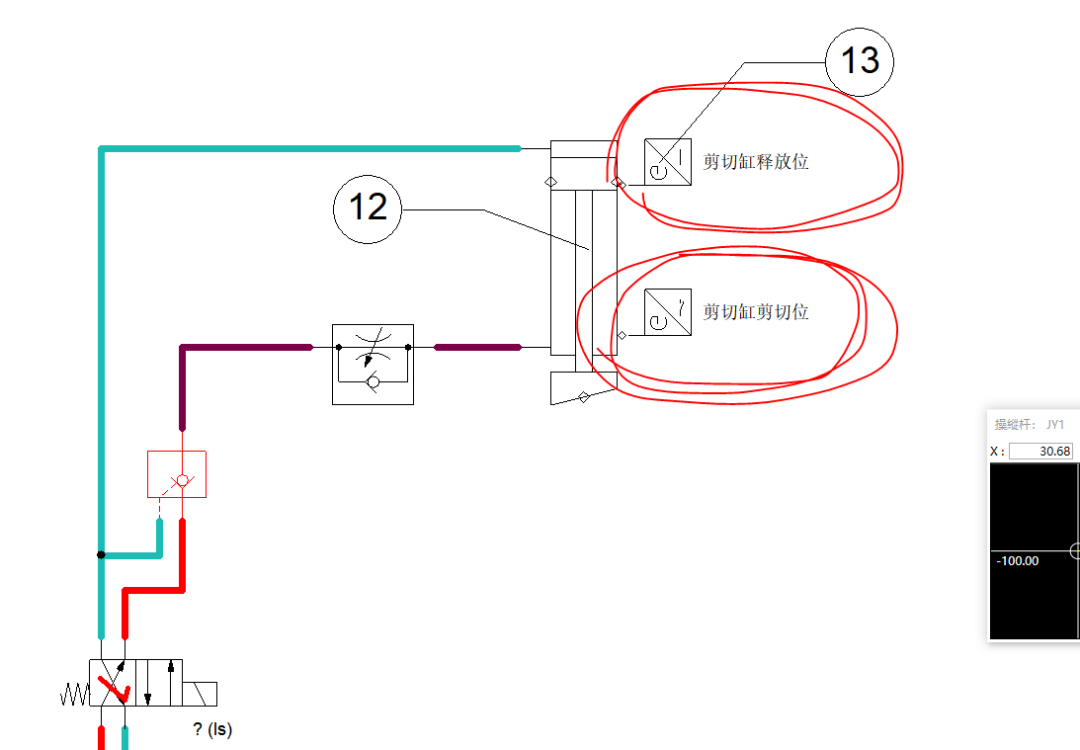
与夹紧与释放功能类似,剪切缸的剪切与回退功能也需要由程序控制,控制程序需要告诉剪切缸什么时候
该下降执行剪切动作;什么时候上升执行回退动作。
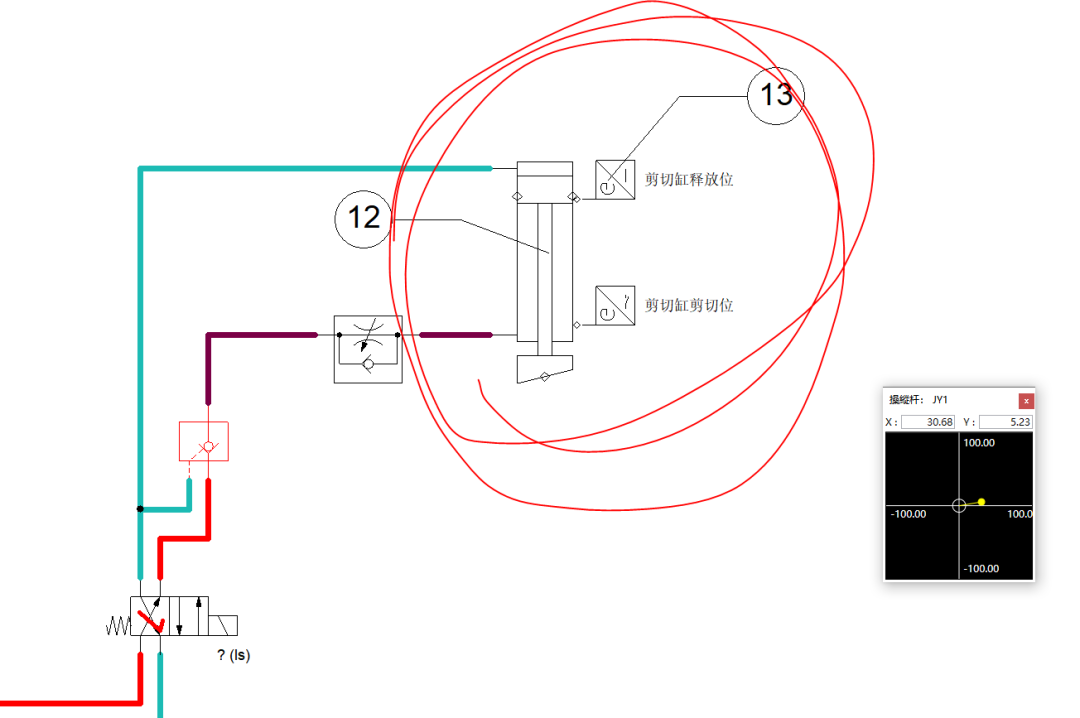
剪切缸向下伸出后,什么时候算是剪切完成了呢,这个也需要靠接近开关来告诉控制程序,这个剪切动作是否完成。
当液压设备在北方寒冷地区,长时间停机后,启动时,由于油温过低,粘度会很大,很有可能导致液压泵吸不动的情况发生。所以这种情况下,最好设定一个低温自动加热功能,也就是当检测到油温过低时,先加热到目标温度,然后再启动主机。
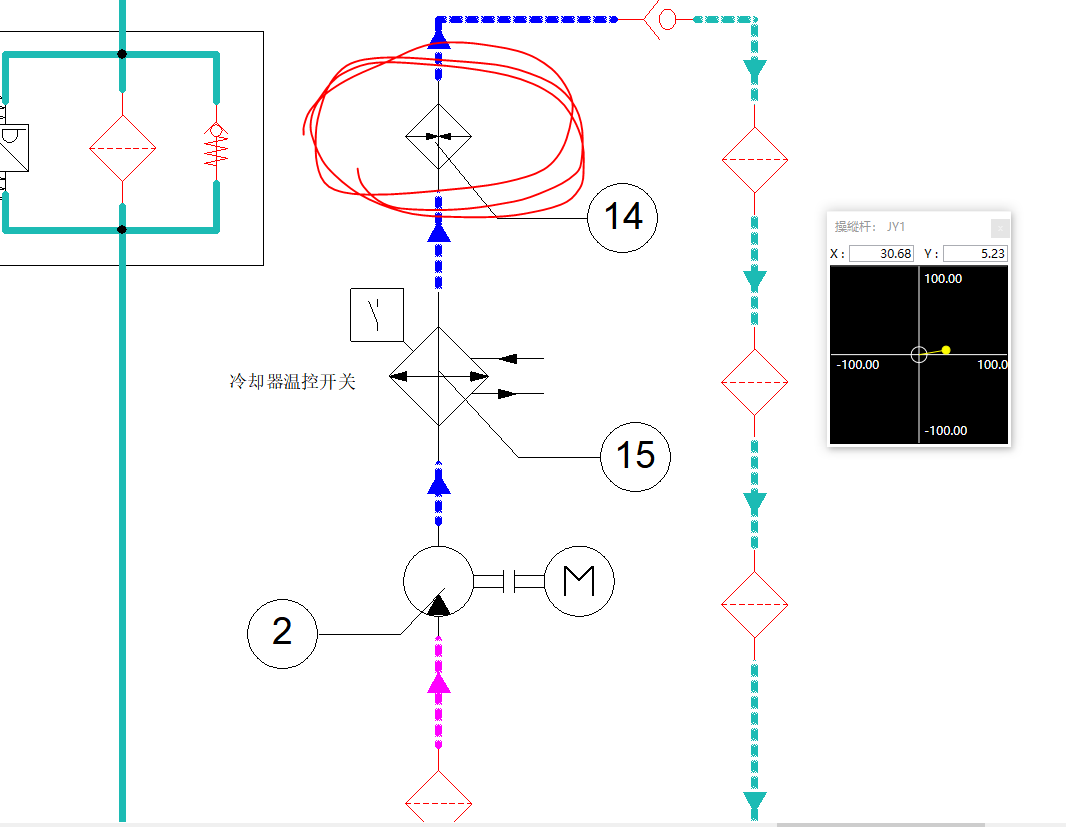
除了油脏,液压系统还有一个让人头疼的问题,就是油液发热严重的问题。这种情况下,就需要配合冷却器来实现油液冷却的作用,当温度下降到冷却目标温度时,就可以停止冷却功能。

这个算是系统运行过程中的报警功能。(比较少见)
PLC控制系统有手动和自动两种工作方式,调试或单件生产时用手动工作方式,连续生产时用自动工作方式。
当工作方式开关置于手动时,可通过操作台面板上的相应按钮运行对应工序;
当工作方式开关置于自动时,系统自动运行,并可对意外故障人工干预,紧急停机。
我们这套液压剪切机,首先肯定要具备一键启动,然后就能完成送料、夹紧、剪切等一系列工序的,所以这是上述所有功能的一个集合体。
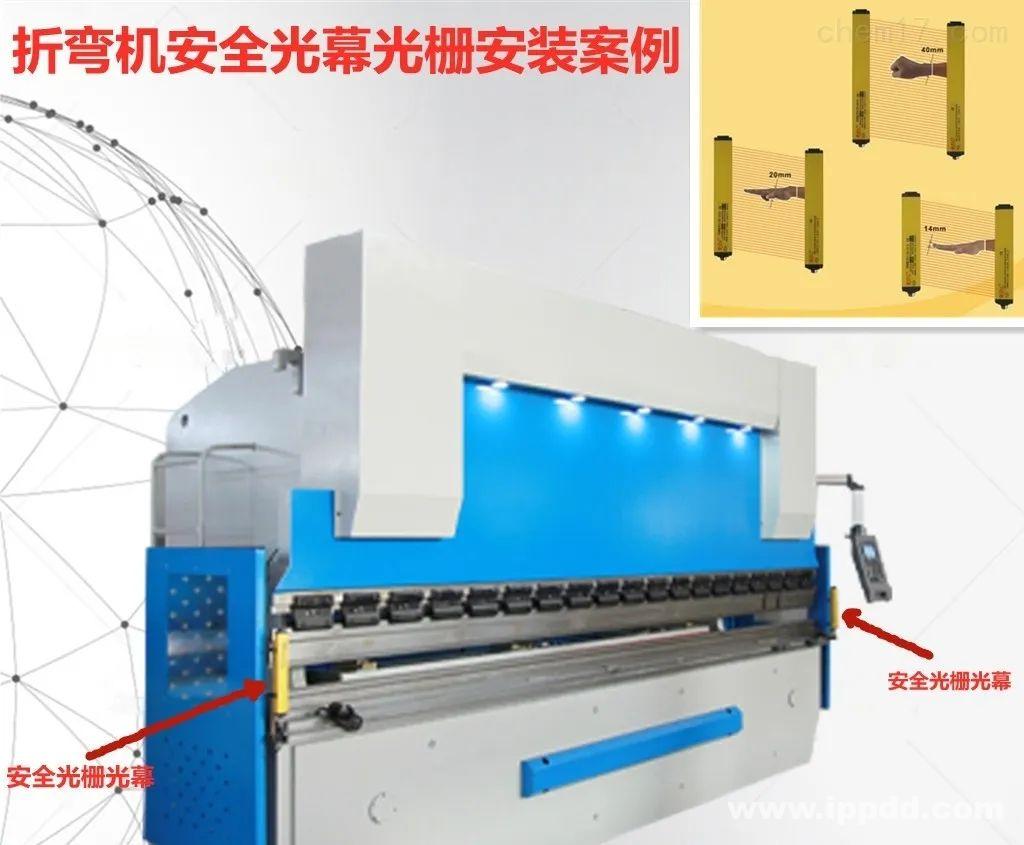
刚才我们已经介绍了,这套设备除了自动控制外,还具备手动控制的功能,而这又是一台剪切机,人工操作就必然存在误操作的风险,所以设置了双手操作按钮启动的安全功能。

同上一条,同样是安全保护功能,就算设置了双手操作按钮还是不能将人为误操作的风险将为0,所以又设置了安全光栅,只要有物体在安全光栅检测范围内,设备就不会启动。毕竟,我们要以人为本!