1、扭矩扳手结构及分类
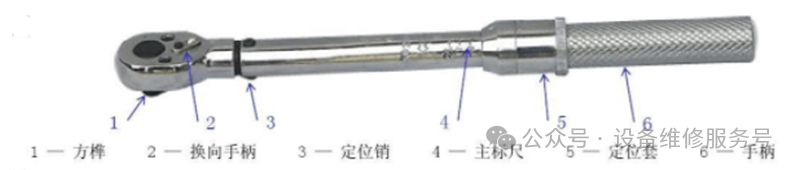
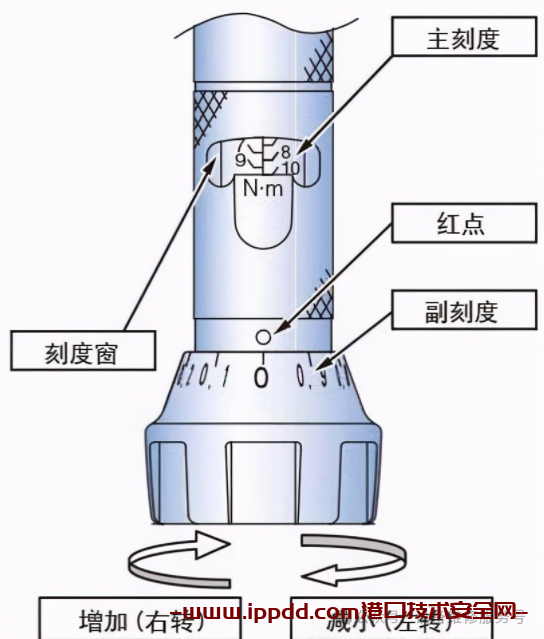
图1 扭矩扳手结构

图1.1 预置式扭力扳手
图1.2 数显式扭力扳手
-
- 预置式扭力扳手:
具有预设扭矩数值和声响装置。使用时,首先设定好一个需要的扭矩值上限,当施加的扭矩达到设定值时,扳手会发出“卡塔”声响或者扳手连接处折弯一点角度同时伴有明显的手感振动或者电子式的伴有蜂鸣声,这就代表已经紧固不要再加力了,提示完成工作。解除作用力后,扳手各相关零件能自动复位。
-
- 示值式扭矩扳手:
以指针、刻度或电子显示的方式显示输出扭矩的扳手。
-
使用前检查工作
-
检查扳手外观是否完好,是否在检定/校准合格日期内; -
换向手柄(如无请忽略)是否可以正常工作; -
定位销(如无请忽略)是否正常插入并限位; -
方榫棱边分明无毛刺、无磨损; -
预置刻度扭矩扳手检查主标尺是否清晰可见,指示式扭矩扳手检查示数盘是否完好洁净; -
定位套是否可以正常定位(定位套有底端旋钮式和手柄上端套筒式); -
确认需要拧紧部件的扭矩值T(件),选配合适量程T(量)的扭矩扳手
-
使用者在使用前确认校准日期,并申请让检验人员确认扳手状态; -
将扭矩扳手的编号及计量状态填写入产品跟踪卡表单。
-
使用中注意事项
- 扭矩扳手不能当锤子使用,不能让杂物进入扳手手柄内;
- 为了防止力矩扳手因过载损坏扳手,力矩扳手不能在设罝位为零时使用;
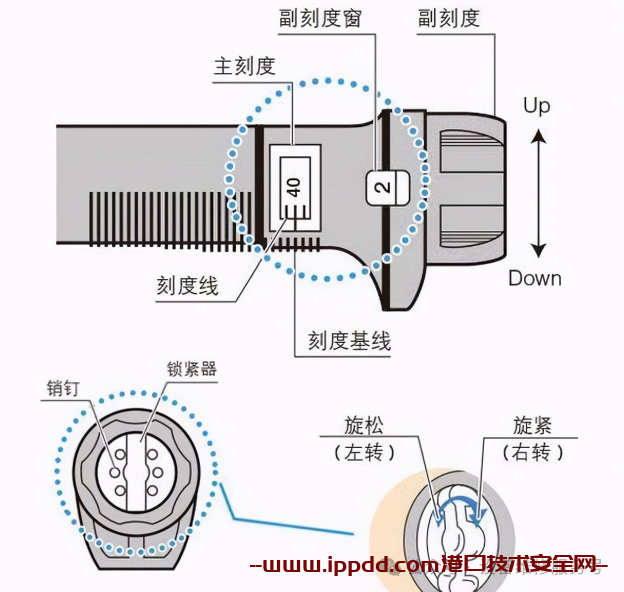
- 根据工件所需扭矩值要求,确定预设扭矩值。预设扭矩值时,将扳手手柄上的锁定环下拉(或下端旋钮旋向解锁方向),同时转动手柄,调节标尺主刻度线和微分刻度线数值至所需扭矩值。调节好后,松开锁定环自动锁定(或下端旋钮旋向锁紧方向);
- 确认扳手的旋转方向为正确的拧紧方向;
- 使用扭矩扳手前,应使用普通扳手进行拧紧,确保螺母或螺栓与产品面基本贴合
- 使用时扳手要端平,加力时要注意均匀,不能用力过猛或是施加冲击力;
- 如果听到力矩扳手发出咔咔的声响或蜂鸣声的时候,要马上停止扳动扳以免 造成扳手测力部分的损坏;
- 扭矩扳手只能按本体上的箭头方向拧紧工件,力的方向应与力矩扳手成直角(α公差在士10度以内)见图2;
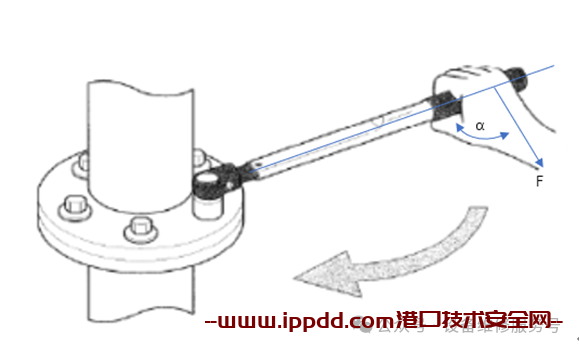
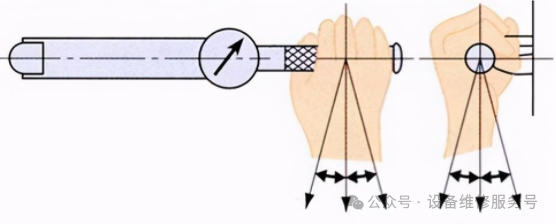
图2 扭矩扳手施力方向
- 不能使用预置式扭力扳手去拆卸螺栓或螺母;
- 严禁在扭力板手尾端加接套管延长力臂,以防损坏扭力扳手;
- 所选用的扭力扳手的开口尺寸必须与螺栓或螺母的尺寸相符合,扳手开口过大易滑脱并损伤螺件的六角,各类板手的选用原则,一般优先选用套筒扳手,其次为梅花板手,再次为开口报手,最后选活动扳手。
-
使用步骤
1)正确选用扭矩扳手(选用设定值在量程1/2~2/3的扳手),然后设定所需扭矩值
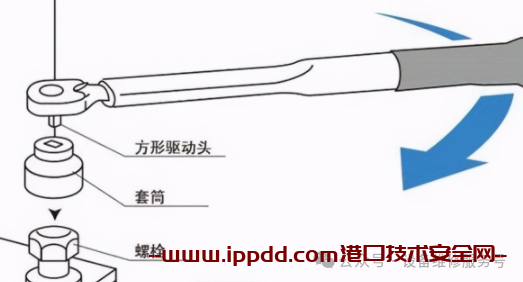
2)选择合适的套筒

3)将套筒套在螺栓头部或螺母上,将扭力扳手向右转动进行紧固,听到“咔嗒”声后,紧固结束。
-
使用后检查工作
- 使用后扭矩扳手用无纺布清洁后正确存放,避免磕碰或摔打;
- 预置式扭力扳手使用完毕,应将其调至最小扭矩,使测力弹簧充分放松,以延长其寿命;
- 存放时应避免水分侵入预置式扭力扳手,以防零件锈蚀;
- 根据质量要求操作人员使用力矩校准仪定期(使用前或每周)对力矩扳手进行校准检验,不合格的力矩扳手交予装备技术部处理;
- 使用后清洁工具,并定置存放。
内容来源:搜集整理
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。

