摘 要:针对TiAl 合金变形抗力高、热加工窗口窄、包套轧制工艺复杂的难题,开展TiAl 合金板材无包套热辊轧制过程的有限元模拟,研究不同轧辊温度对板材轧制成形性能的影响,通过不同压下量的轧制模拟得到合适的压下范围区间参数。 结果表明,轧辊温度的提高对于减缓板材在轧制过程中的温降效果显著,并且有利于提高轧制过程中轧件的变形均匀性;当轧制压下率控制在10%~20%之间时,板材的变形相对均匀,未出现明显应变集中。 随着轧辊温度的增加板材表面均匀性与板形平直度均有明显改善。
随着新一代航空航天飞行器的迅速发展, 以及关键装备轻量化等国家重点科技工程的推进,对于发动机、 热防护系统及叶片等金属结构材料的要求不断提高。TiAl 合金作为一种低密度、高比强度且高温结构性能优异的合金材料,可在700~900℃内使用,成为高温结构应用领域的候选材料[1-4],可替代部分钛基和镍基高温合金在航空航天领域的应用[5-7]。TiAl 板材有望成为高超声速飞行器减重提速的关键材料。
目前,TiAl 合金板材的制备方法主要包括箔冶金法[8]、粉末冶金法[9]、铸锭冶金[10]等。TiAl 合金具有金属间化合物的本征脆性[11],热加工窗口窄[12]、成品率低等问题,包套轧制成为TiAl 合金板材制备的主要方法。訾凌君[13]对于TiAl 合金的高温包套轧制过程进行了相关的数值模拟, 针对不同的包套材料与不同的轧制道次与热处理条件下的轧件进行了研究,优化了包套组坯工艺与轧制工艺。缪家士等[14]研究了高铌TiAl 合金高温包套轧制,采用小变形量多道次轧制,成功轧制出了高铌TiAl 合金板材。陈玉勇等[15]采用包套热轧工艺成功制备了最大尺寸约为700 mm×200 mm×(2~3)mm 的β-γ TiAl 合金板材。然而,包套轧制技术组坯工艺复杂、包套材料变形匹配性要求高、材料和加工成本高,限制了其大规模工程应用。因此,本文基于轧辊在线加热技术,采用有限元技术探索一种TiAl 合金无包套热辊轧制工艺,对轧制过程进行模拟并优化工艺参数, 以期为轧制工艺的制定提供参考。
1 有限元模型的建立
本文研究温辊工艺对于钛铝合金热轧的影响,在此对于板材进行无包套轧制模拟。对轧辊给予不同的温度, 研究在不同压下时轧辊温度对于板材轧制的影响。图1为TiAl 合金板材及轧辊的三维几何模型图。如图1所示,轧辊直径为φ250mm,TiAl 合金板材尺寸为60 mm×50 mm×5 mm。模拟过程从轧件加热后出炉进行轧制开始, 轧辊与轧件之间设置为剪切摩擦。轧辊温度设置为20、200、400、600、800℃,轧制速度为1.6 rad/s,热辐射系数为0.7,塑性功转换体积热流比例系数设定为0.9,功热转换系数设为0.5。板坯材料的主要热物性如表1所示。
表1 板坯材料的热物理性能
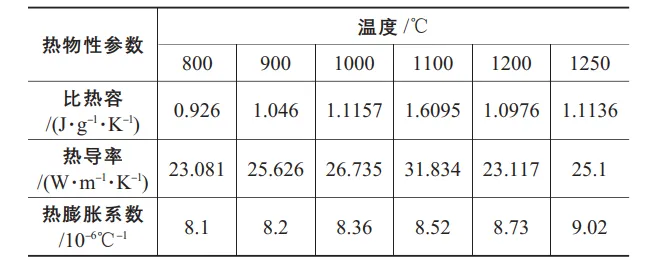
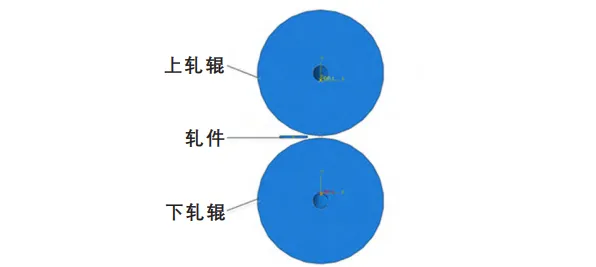
图1 TiAl 合金板材及轧辊的三维几何模型
本文使用ABAQUS 有限元软件进行轧制过程模拟,TiAl 材料为Ti-44Al-5V-1Cr,轧辊采用热轧辊钢70Cr3Mo,由心部解析刚体与外围三维可变形弹塑性体两部分组成。轧制过程中环境温度保持为20℃不变,轧件的出炉温度为1250℃。由于实际轧制过程TiAl 合金板材的应力应变性能参数难以采集,故采用平面应变压缩的方法获取TiAl 合金高温变形特性,进而构建高温变形本构模型[16],得到合金材料的应力应变曲线,温度范围为900~1250℃,应变速率范围为0.001~1s-1, 单道次轧制压下率分别设置为10%、20%、30%。
2 模拟结果分析
2.1 轧辊温度对板材温度和法向应力的影响
图2为不同压下率轧制时轧辊温度对板材温度变化的影响曲线。从图中可以看出, 在压下率相同时,随着轧辊温度的升高,板材轧制区的温度有明显的增加,可以有效减缓板材的温降程度。在轧制时,由于辊温范围为20~800℃, 板材轧制区温降达到400℃左右。随着压下率的增加,板材的温降程度有所增加。压下率为10%,辊温在室温时进行轧制,轧制变形区平均温度为780℃;而在压下率为30%时,辊温同样为室温进行轧制, 轧制变形区平均温度为600℃。当压下率为10%时,辊温在800℃下进行轧制,轧制变形区平均温度为1100℃。由于TiAl 合金变形抗力会随温度升高而减小, 因此有利于板材的良好成形。
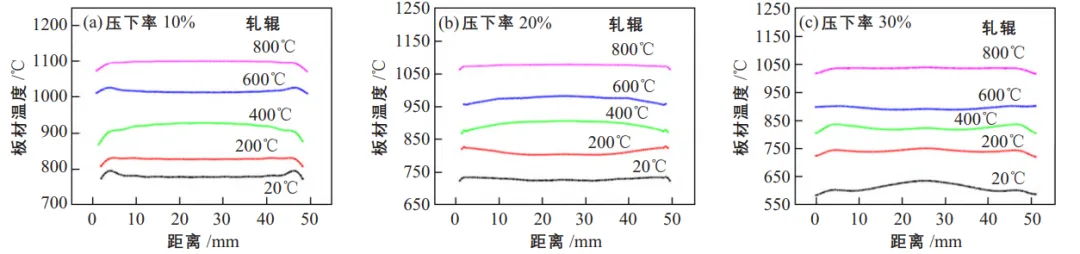
图2 不同压下率时轧辊温度对板材温度的影响
不同压下率时轧辊温度对板材法向应力的影响曲线如图3所示。随着轧辊温度的升高,板材轧制区温度会同步升高,TiAl 合金的高温流动软化特性会导致板材的变形抗力逐渐降低,塑性得到提高,从而更易成形[17]。从图3 可以看出,随着轧辊温度的提高,轧制时板材法向压应力逐渐降低,由于辊温不同而带来的板材轧制区法向应力值之差最大可以达到500MPa(图3(c)),对于板材轧制影响较为显著。此外值得注意的是, 板材的法向应力数值从心部到边部逐渐减小,这将导致板材沿宽度方向的不均匀性。随着轧辊温度的提高, 沿板材宽度方向应力的不均匀性也存在一定程度的降低, 这意味着板材的变形和尺寸均匀性得到提高。
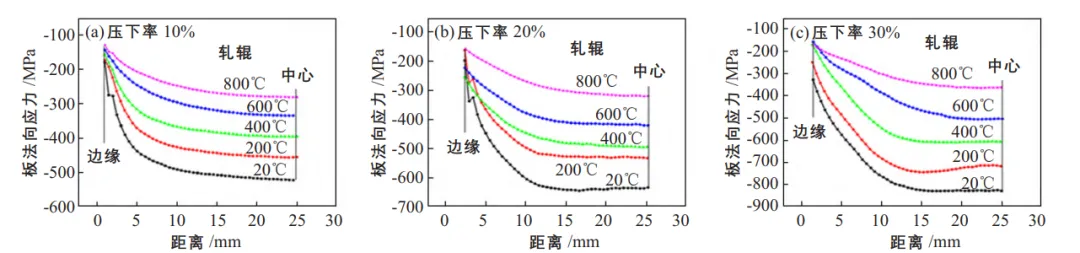
图3 不同压下率时轧辊温度对板材法向应力的影响
2.2 压下率对板材等效应力场的影响
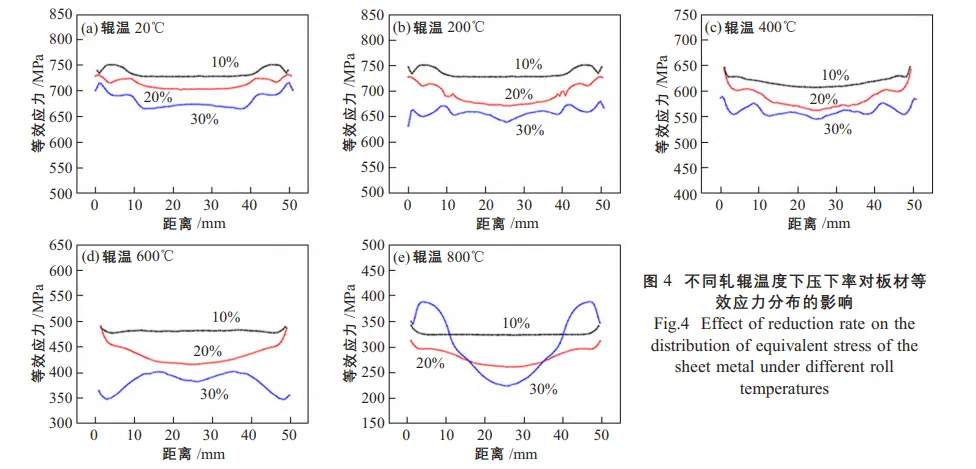
设置了10%、20%、30%三个不同的压下率,通过有限元模拟来研究轧制过程中压下率对TiAl 板材等效应力的影响。图4 是轧辊温度为20、200、400、600、800℃时, 在三个不同压下率下轧制TiAl合金板材的等效应力分布曲线。由图4 可知,随着轧辊温度的升高,板材等效应力降低;随着压下率的增加,板材等效应力的一致性则显著降低。当轧辊温度为800℃, 压下率为10%时, 板材的等效应力为330MPa,比常温辊轧制降低近一倍。此外,当压下率为10%时, 在五个不同轧辊温度下,TiAl 合金板材等效应力波动的幅值始终维持在25MPa 以内,并且随着轧辊温度的升高, 板材等效应力波动幅值小于5MPa。当轧辊温度不变时,由于TiAl 合金变形抗力大且塑性较差,随着压下率的增加,轧制变形区应力分布一致性有明显下降趋势, 当轧辊温度为800℃,压下率为30%时,轧制变形区应力变化幅值最大至160MPa, 振动幅值大于其他所有模拟条件下的结果,不利于获得稳定的轧制条件。
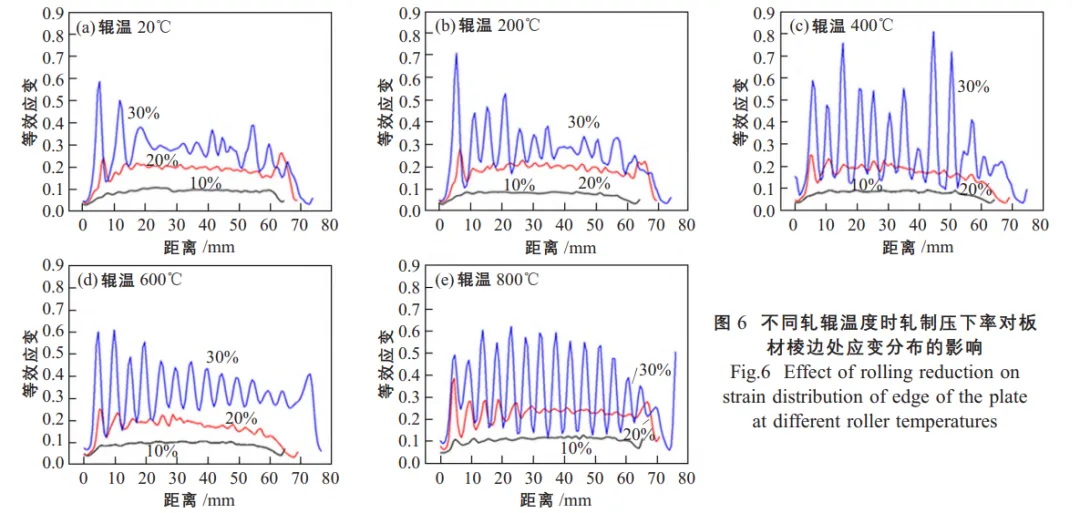
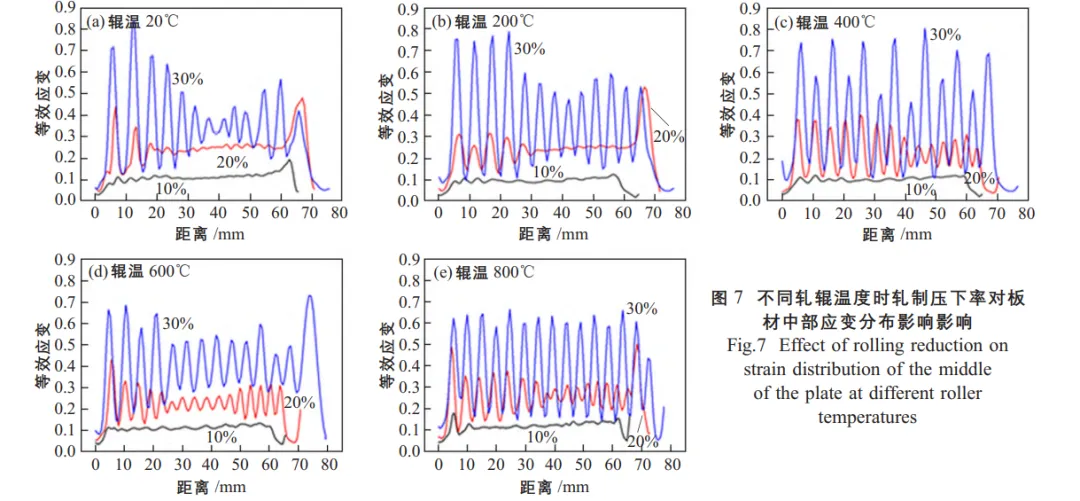
在板材沿轧制方向棱边处和中部提取轧制应变, 提取路径如图5所示。图6、7 分别是不同轧辊温度时,三个不同压下率轧制TiAl 合金板材棱边处和中心部的等效应变分布曲线(彩图见电子版)。由图6、7 可知, 轧件沿轧向等效应变对轧辊温度的敏感性低于单道次压下率。随着轧辊温度的提高,轧件边部和心部等效应变均呈现振荡波动特征, 差异较小。当压下率为10%时,板材的棱边及中部应变较为稳定、均匀,且随轧辊温度升高无显著应变集中产生,轧制效果较好。然而,当压下率为30%时,TiAl合金板材的棱边处和中部均出现较大的应变波动,且随着轧辊温度升高,由于板材的变形抗力降低,轧件表面逐渐产生应变集中, 这会导致轧件质量下降甚至出现破裂现象。因此, 当板材的压下控制在10%~20%时,轧件表面应变分布均匀性较好,轧制效果最为理想。
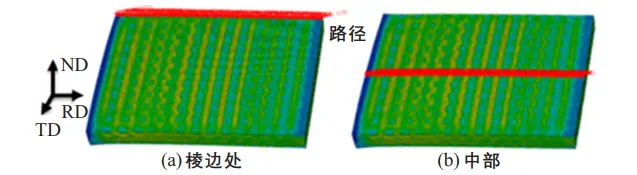
图5 板材应变提取路径示意图
3 结论
(1) 轧制变形区板材的平均温度和均匀性随轧辊温度升高而提高,随道次压下率增加而降低。当辊温800℃,压下率为10%时,轧制变形区内TiAl 合金板材的平均温度达到1100℃,显著降低了轧制过程中轧件的温降。
(2) 板材轧制过程中等效应力随轧制温度提高而降低,其稳定性则随压下率增大而显著恶化。当辊温800℃, 压下率为10%时, 轧件的等效应力为330MPa,波动幅值小于5MPa。
(3) 由于TiAl 合金的高变形抗力与低塑性,当压下率为30%时, 板材出现了明显的应变集中现象, 不利于板材的良好成形, 适宜通过小压下率(10%~20%)多道次的轧制工艺来进行板材成形。
(4) 板材压下率控制在10%~20%之间, 辊温在600℃及以上可以有效补偿轧制时板材的温度损失从而获得较好的轧制效果,有望实现TiAl 合金的无包套轧制。
文章引用:刘志栋,李莎,贾燚,等.TiAl合金板材无包套轧制工艺模拟[J].热加工工艺,2023,52(01):96-100.DOI:10.14158/j.cnki.1001-3814.20202883.
