为提高国产特种电缆在港口机械设备上的使用寿命,对高压卷盘电缆的安装方式进行探讨,并提出安装过程中需要注意的事项。从电缆质量问题以及产生该问题的原因进行分析:从电缆设计、制造商的角度,提出电缆设计应考虑电缆的抗拉力、成缆张力以及护套包裹力、黏合力;从设备制造角度,提出应合理调节卷盘开档,重视电缆缠绕方向,自动调节卷盘收放张力;从现场运行角度,提出应做好对电缆的保护,并定期对电缆和卷盘开档进行检查,从而有效延长电缆使用寿命。通过电缆厂家、设备厂家和港口的密切配合,能够加快我国特种电缆发展的步伐。
近年来,我国港口大型化、专业化水平明显提速,通过能力显著提升,为国民经济发展提供有力支撑。变革与创新已成为各大港口的必然之举,智能港口代表着未来港口发展的方向,成为港口转型发展的关键。在我国主要的集装箱码头,目前广泛应用岸边集装箱起重机和龙门起重机系统的集装箱装卸工艺,场桥智能化和堆场智能化是目前关注的热点。
为实现港口智能化、无人化管理,除了需要全自动化码头智能生产管理控制系统和智能控制系统这些“大脑”与“神经”之外,还需要集动力、控制和通信于一体的智能特种电缆来作为智能化港口的“血管”。然而在安装这些“血管”时,需要有更客观、更科学的方法,才能延长它们的使用寿命,确保港口工作顺畅运行。
1.1 通用型电线电缆发展现状
电线电缆向来是国民经济中最大的配套行业之一,素有国民经济的“血管”之称,给整个工业提供源源不断的动力。受益于国家层面政策支持和下游应用领域对电线电缆产品需求的增长,2011—2017年中国电线电缆行业销售收入总体波动上升,行业年均复合增长率为4.02%。随着我国电线电缆行业深化改革,一些过剩产能、劣质产品逐步被淘汰,这有利于电线电缆行业向规模化、标准化以及高端化方向发展。同时,在“一带一路”倡议下,2018年我国电线电缆行业的销售收入实现小幅增加,超过14 000亿元。
尽管产销量较高,但是国内电线电缆行业仍存在市场集中度低、生产规模小、产品技术含量低等缺陷。根据相关数据,江苏省有上千家各种规模的电线电缆企业,中小型企业占据其中的98%。纵观全国,头部电缆企业,比如宝胜股份、上上电缆以及远东电缆等大型国营和私营企业在整个电缆行业中的市场份额也均不超过2%。
1.2 高端电气装备电缆发展现状
在电线电缆细分行业当中,高档次的电气装备电缆因为技术含量高、准入门槛高以及产品附加值高等特点,国内能够有资格参与竞争的企业非常稀少,仅占所有企业的1%左右。因此,我国高端制造业所需要的高档次电气装备电缆缺口依然很大,特别是高性能特种电线电缆产品几乎全部依赖进口。
国际市场研究机构最新发布的全球电线电缆制造商排名显示,全球电线电缆制造商前十强,日本占据3个席位,美国占据2个席位,而全球最大的电缆制造企业普睿司曼公司则位于意大利。中国虽然产销量达到全球第1,但是未能有企业进入前10强,其中缘由值得我国电线电缆行业深思。
1.3 港口机械细分领域特种电缆发展现状
我国作为世界最大、最知名的港口机械制造国家,在港口机械特种电缆领域仍需努力。目前,应用于港口机械的特种电缆主要包括卷盘电缆、拖令电缆、吊具电缆等,基本还是完全依赖进口。国内某大型国有重工企业曾推行过特种电缆国产化,从而促进国产港口机械用特种电缆发展,但是国内某些大型的知名电缆企业提供的电缆并未能达到理想的使用要求。例如高压复合卷盘电缆,进口品牌一般使用寿命长达5~8 a之久,但是国产品牌很少能够使用超过3 a,往往在使用不久就出现扭曲、鼓包、破皮、断芯以及击穿等质量事故,影响港口正常运行。
虽然依靠进口可以暂时解决港口机械的特种电缆需求,但是依赖进口并不是长久的解决方案,进口电缆价格昂贵,通常是国内电缆的2~3倍,并且交货时间至少为3个月,同时服务质量难以保障,需要相关配件时等待时间很长,严重制约港口机械高端制造业的发展速度,同时也给使用电缆的港口带来经济损失。
为了解决目前的问题,需要国内的电缆企业加大科研投入,加快由低端、高成本、低利润向高端、高技术含量、高附加值发展,同时也需要对电缆安装过程、应用情况进行充分的调研,有针对性地通过改善安装方法规范使用要求,从而延长电缆使用寿命。
1.4 智能化港口机械用特种电缆性能要求
港口机械用高压卷盘复合电缆作为特种电气装备用电缆之一,要求具有抗拉、耐磨、耐弯曲以及耐紫外线等各项性能,同时随着设备智能化的发展,要求电缆同时具备动力传输、控制以及光纤通信功能。智能化港口机械用特种电缆在生产过程中将光纤复合在电缆中,供电和通信线路只需要1根电缆即可完成,其通信的可靠性和速率的优势是全无线网络通信不可比拟的,同时该电缆可以有效降低远程控制技术应用的成本。
2.1 高压卷盘电缆使用中存在的问题
目前,主要有岸桥、轨道吊、轮胎吊、装卸船机、斗轮堆取料机等港口设备需要使用卷盘高压电缆,这些高压电缆随着起重机移动而不断重复往返的收放动作,承受着来自卷盘、电缆自重以及电缆槽的拉力、扭力以及摩擦力等外力。经过调研,该类型电缆在使用过程中非常容易出现电缆扭曲、鼓包等质量问题,影响港口正常运行。扭曲后的高压卷盘电缆实物见图1。

2.2 引起电缆扭曲、鼓包的原因分析
2.2.1 电缆设计、制造过程中的原因
经过解剖分析国产与进口电缆的区别,并结合公司多年来在移动电缆领域的经验,发现引起电缆扭曲、鼓包的原因与电缆设计、制造过程紧密相关。
-
线芯张力不均匀。当电缆承受拉力时,通常是形变小的动力线导体首先受力,当电缆承受的拉力大于动力线导体的拉断力时,三相动力线其中一相会最先发生断裂,从而引起3根动力线受力不均导致电缆发生扭曲。而在生产制造过程中如果不能有效保证3根动力线成缆时张力一致,电缆更容易损坏。
-
电缆不够柔软。当电缆过硬时,在反复弯曲过程中电缆会承受更大的张力,同时弯曲过程中弯曲半径外侧的动力线导体容易受损。
-
护套对缆芯的包裹力。很多国产电缆喜欢在电缆里面放置填充条,以提高电缆表观圆整度并降低生产成本,但这样会导致护套胶不能渗入缆芯缝隙,从而不能与缆芯紧密结合,降低护套对缆芯的包裹力。
-
内外护套之间纤维编织加强及其黏合力。很多国产电缆模仿进口电缆做成双层护套,并在内外护套之间增加抗扭纤维编织加强层,但在生产过程中并不能做到内外护套之间具有足够大的黏合力,从而导致内外护套之间容易分层鼓包。
2.2.2 电缆安装过程中的原因
目前的状况是电缆生产厂家、港口设备厂家以及港口并没有对电缆的使用做有效沟通,对于产生的质量问题也不够重视,往往相互推诿,导致制造者与使用者之间并不十分了解电缆、设备及运行环境的特性,从而不能有针对性地解决问题。
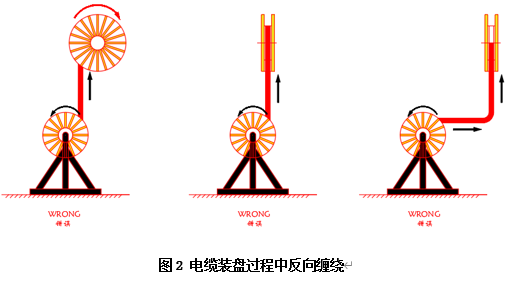
常见的问题主要有:电缆外径与卷盘开档不匹配,开档过小导致电缆受力增大,开档过大又会引起电缆在卷盘内排列不规整,电缆之间、电缆与卷盘之间产生过多摩擦,引起电缆扭曲;电缆装盘时反向缠绕,导致电缆产生不必要的弯曲、扭转和摩擦,不利于电缆内应力的释放,往往电缆还没开始使用就已经产生永久性的损伤。电缆装盘过程中反向缠绕见图2。
2.2.3 电缆使用过程中的原因
当港口机械设备到港口之后,港口使用人员对电缆性能不了解,对电缆的使用和维护不当,在设备调试过程中并未对电缆卷盘、导缆架以及电缆槽是否在同一平面内引起足够重视,导致电缆在使用过程中承受横向翻转力而产生扭曲。
卷盘张力通常采用磁制的方式,当卷盘满盘时,力臂较大,导致电缆收放张力不够,容易引起松缆,而当接近空盘时,力臂很小,导致卷盘收放张力超过电缆承受拉力的极限,引起电缆损坏。
卷盘刚度不够,往往在调试时卷盘开档与电缆外径相匹配,但是一段时间后由于卷盘刚度不够,开档会逐渐变大,引起电缆产生扭曲。
2.3 解决方案
2.3.1 电缆设计、制造过程中的注意事项
电缆制造企业应该加大研发投入,提高电缆设计、制造水平,同时深入了解电缆在港口使用过程中的受力、环境因素影响,加强创新,才能真正意义上生产出高端电缆产品。
针对电缆使用过程中的受力问题,设计时应在电缆中心增加抗拉加强件,该加强件应具有足够大的拉断力,根据卷盘张力要求而定,通常设置为5 000~10 000 N,从而减小电缆使用过程中对动力线导体的拉力。
在将动力线绞合成缆时,所有动力线、地线、光纤的张力应均匀一致,从而确保电缆在使用过程中所有线芯均匀受力。成缆节径比推荐不超过8倍,从而保证电缆具有良好的柔性。同时缆芯缝隙不应额外增加填充,确保护套完全渗入缆芯缝隙,从而与缆芯紧密结合,持久包裹缆芯。
内外护套之间应具有足够的黏合力,使得内护套、编织抗扭加强层与外护套合为一体,即使有较大的作用力作用在外护套表面,也不会引起内外护套分层从而引起电缆鼓包。
2.3.2 电缆安装过程中的注意事项
电缆厂家、设备厂家以及港口用户之间应该密切联系,使电缆、设备与运行密切结合,促进港口机械用特种电缆行业健康、快速发展。
首先电缆生产厂家制造出的电缆应是外径均匀一致、圆整度较高的产品。大小外径、椭圆型的电缆往往不具有良好的使用寿命。卷盘调试时开档应控制在比电缆外径大1~2 mm,而当电缆安装入卷盘后,由于卷盘受力,开档会变化为比电缆外径大3~4 mm,因此可以避免卷盘开档过大或过小。
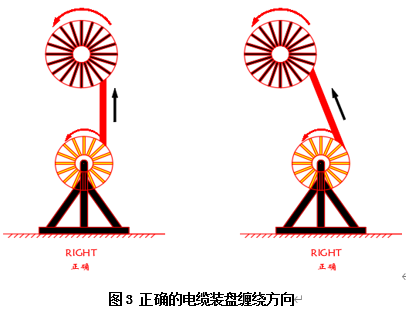
电缆装盘时应按正确的方向缠绕进入卷盘,这样装盘的优势在于可以避免在装盘过程中产生额外的扭力,同时减小对电缆的弯曲,避免护套与缆芯之间松动。正确的电缆装盘缠绕方向见图3。
2.3.3 调试、使用过程中的注意事项
当设备运送至港口,在设备定位时,需确保卷盘、导缆架和电缆槽在同一平面,误差在2~5mm,确保电缆不受横向应力。同时,应对电缆槽进行检查,电缆槽应呈一直线,避免出现弯曲,电缆槽中不应有杂物、尖锐物,应有良好的排水设计,有条件的需专门为不同外径的电缆设计电缆槽,为电缆提供保护,避免高压卷盘电缆在运行过程中受到外力的损伤。
针对起重机在运行过程中电缆收放引起的卷盘内电缆受力力臂变化导致的张力不稳定,从而出现松缆或受力过大这一问题,卷盘运行的电气控制应尽量采用动态的方式,利用编码器、多个驱动电机等对卷盘的卷绕力矩进行分段控制,使收放力矩根据卷盘上电缆的多少而自动调节,避免出现空盘时张力过大而满盘时张力不够的现象。[5-6]
设备安装结束并通电后,应先对整机进行动态调试。慢速地移动大车观察电缆卷盘收放情况,不应发生电缆卡顿、摩擦的情况。观察卷盘、过渡架、导缆架以及电缆槽是否在同一平面,确认电缆过坑有无异常。当大车运行至卷盘将近空盘时,停止运行并沿电缆槽整长度方向观察电缆是否存在扭曲现象,应对存在扭曲的电缆按如下方法进行扭力释放:将固定输电端电缆接头解开并以自由状态平铺在地面上,从卷盘位置作为起点并用一根铁棒或表面圆整和光滑的类似物品架起电缆,2个人抬起电缆从卷盘底下开始往固定输电端行走至尽头,以释放扭力。最后进行模拟工况运行,多次运行并不再发生任何异常后方可正式运行。
因为卷盘设计时存在设备的功率、能耗问题,卷盘刚度不够长时间支撑电缆的收放而不变形,往往在调试时卷盘开档与电缆外径相匹配,但是一段时间后开档会逐渐变大,引起电缆在收放过程中产生多余的摩擦力而导致电缆扭曲。因此,港口单位应定期对电缆卷盘开档进行调节,保持卷盘开档始终大于电缆外径2~5 mm,从而延长电缆使用寿命。
